Tutoriel soudure
Ce tutoriel se
veut de donner quelques explications pour vous aider à comprendre comment faire
de bonnes soudures.


Il s'applique aussi bien à la soudure de composants électroniques, qu'à la
soudure de câbles sur des connecteurs (câbles électriques simples, câbles
blindés, sur interrupteurs, prises jack ou XLR, etc). Quelques indications sont
également données pour indiquer comment refaire une vielle soudure. Pour écrire
ce tutoriel, je me suis basé sur quelques questions posées sur quelques forums
et sur des indications trouvées sur quelques sites internet. Je ne prétend donc
rien inventer, c'est juste un récapitulatif et/ou un complément de ce que l'on
peut déjà trouver ailleurs. Mais avant de commencer à détailler comment faire
une soudure, il me semble important de faire quelques rappels sur le choix de
ses outils de travail.
Hors-sujet ? Pas vraiment...
Lorsque ma fille
Flavie à fait ses premières soudures sur un circuit imprimé (7 ans), elle avait
peur que les composants brulent, et pour cette raison elle ne laissait pas le
fer à souder assez longtemps. C'était de ma faute : je lui avais dit qu'il ne
fallait pas chauffer trop longtemps, au maximum quelques secondes. Je n'avais
pas pensé que le terme "quelques secondes" pouvait vouloir dire "il faut faire
très vite". Résultat, la soudure était mal faite, et cela l'énervait, répétant
qu'elle n'y arriverait jamais. Je n'en étais pas totalement sûr, mais il me
semblait qu'elle avait un peu peur que je la gronde si elle abimait quelque
chose. Je lui ai alors dis : "Que tu grilles un ou plusieurs composants n'a
aucune importance, j'en ai plusieurs de remplacement. Tu peux donc essayer de
laisser le fer plus longtemps pour voir ce que cela donne". La soudure suivante
était parfaite. J'ai vu son sourire, et la quasi-totalité des soudures suivantes
étaient parfaitement réussies.
Choix du fer à souder
Pour résumer ce
qui est dit à la page Fer
à souder, le choix du fer à souder est primordial pour qui veut faire de
bonnes soudures. Je déconseille très fortement l'usage de pistolet à souder pour
assembler des composants électroniques, car ce type d'outil chauffe beaucoup
trop, et outre le risque de détériorer les composants électroniques fragiles, il
ne permet que rarement de faire de très bonnes soudures. Il est vrai cependant
qu'il peut dépanner si vous n'avez que ça sous la main, mais alors seulement
pour des soudures assez "grosses", genre gros fil sur gros connecteur. Ce choix
n'engage que moi, vous êtes libre de faire comme bon vous semble, bien entendu.


Fer à souder
Il est tout à
fait possible de débuter avec un fer bon marché, surtout si vous savez d'avance
que vous ne ferez que très occasionnellement des soudures. Mais si la pratique
vous "accroche" et vous pousse à allez de l'avant, je vous invite mille fois à
investir dans un bon fer. Vous ne le regretterez pas, je vous l'assure. Voici
ci-dessous quelques photos de fers à souder. De la première à la dernière : un
fer bon marché (10 euros) ne possédant pas de réglage de température, un fer
avec régulation de température "automatique" (85 euros), un fer professionnel
avec réglage manuel et précis de la température (380 euros).



Notez aussi l'existence de fers à souder fonctionnant au gaz, permettant une
certaine autonomie puisque ne nécessitant aucun raccordement au secteur...
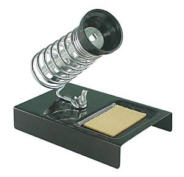
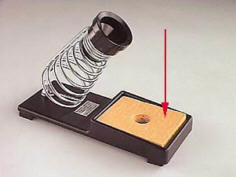
Support de fer
Si vous achetez
un fer d'entrée de gamme (premiers prix), il y a de fortes chances qu'il ne soit
pas livré avec un support. Dans ce cas, prévoyez-en un, c'est le genre
d'ustensile indispensable si vous ne voulez pas que votre fer chauffe et brule
ce qu'il ne devrait pas (nappe, pantalon, mains, etc). Assurez-vous que ledit
support possède un emplacement pour une éponge ou autre matériaux servant au
nettoyage régulier de la panne du fer.

Choix de la panne
Il existe
différentes tailles de pannes, choisissez celles qui conviennent au type de
soudure que vous souhaitez réaliser. Par exemple, la panne montrée sur la
première photo ci-dessous, convient bien pour la soudure de petits composants
électroniques sur un circuit imprimé (résistances, transistors, diodes), mais ne
convient pas très bien pour souder un gros fil sur un plan de masse ou sur une
grosse patte d'un gros interrupteur. Pour ces dernières applications, préférez
plutôt la panne montrée sur la seconde photo ci-dessous.


Remarque : la panne s'use plus vite quand on utilise de la soudure sans plomb,
qui est justement celle que l'on doit désormais utiliser. Cela est lié au fait
que la soudure sans plomb est plus corrosive (teneur en étain plus importante),
et que la température de la panne doit être plus élevée.
A retenir : un fer dont la température de chauffe est
variable permet de s'adapter à plusieurs types de soudures. Je vous recommande
ce type de fer si vous êtes amené à souder de façon régulière des composants
électroniques et des câbles sur des connecteurs.
Choix de la soudure
Tout comme pour
le choix du fer à souder, le type de soudure a une influence considérable sur la
qualité de l'assemblage. Il existe différents types, tailles et qualités de
soudure, les meilleurs soudures sont (sans surprise) plus chères.

Types de soudure
Avant toute
chose, précisons que nous ne parlerons pas ici de la soudure utilisée en
plomberie ou des baguettes de soudures utilisées pour l'assemblage de grosses
pièces métalliques, qui nécessitent un gros fer ou un poste à souder. Nous nous
limiterons aux soudures utilisées en électronique ou électricité générale. Pour
ces dernières donc, les constituants les plus rencontrés dans les soudures sont
l'étain (Sn), le Plomb (Pb), l'argent (Ag). La proportion de ces constituants
détermine en grande partie le type de soudure. Il existe ainsi des soudures
composées d'un alliage étain + plomb (Sn/Pb), étain + argent (Sn/Ag), étain +
plomb + argent (Sn/Pb/Ag), étain + cuivre (Sn/Cu). La proportion des composantes
est indiquée en pourcentage, par exemple Sn 60% + Pb 40%, Sn 60% + Pb 38% + Ag
2%, Sn 99,3% + Cu 0,7%, ou encore Sn 96% + Ag 4%. Parfois, le caractère
"pourcent" n'est pas spécifié (par exemple Sn60Pb40). L'apport d'argent améliore
considérablement la qualité de la soudure et permet une meilleur tenue mécanique
dans le temps. Pour cette raison, je vous la recommande très fortement, même si
elle coûte plus chère. La soudure avec plomb est interdite depuis juillet 2006,
vous devez désormais utiliser de la soudure sans plomb. Il faut savoir que la
soudure sans plomb possède un point de fusion plus élevé que la soudure avec
plomb (environ 40 degrés au dessus, pour 220°C au lieu de 180°C), et nécessite
une température de fer plus élevée (330 à 390 degrés). Quasiment tous les fers à
souder vendus à ce jour peuvent monter à une température suffisante pour de la
soudure sans plomb, mais soyez tout de même attentif aux publicités alléchantes,
et pensez-y si vous utilisez un fer qui date de plusieurs années (optez pour un
fer capable de monter au moins jusqu'à 380°C ou 400°C).
Taille de soudure
Il existe
différents diamètres de soudure : 0,5mm, 0,7mm, 0,8mm, 1,0mm, 1,2mm en sont
quelques exemples. Pour souder des composants électroniques traditionnels
(composants traversants comme les résistances, les transistors, etc), je vous
conseille une soudure dont le diamètre n'excède pas 1,0mm. Cela permet de mieux
contrôler la quantité de soudure à faire fondre. Pour des composants CMS, je
vous recommande l'usage de soudure diamètre 0,5mm, 0,7mm ou 0,8mm. Pour les
soudures plus "électriques" qu'électronique (fils, connecteurs, etc), un
diamètre de 1,0mm ou 1,2mm convient très bien.
Flux décapant
Les soudures
sérieuses incorporent un flux décapant destiné à faciliter la soudure, ce flux
effectue un "pré-nettoyage" de la zone à souder avant que la soudure n'y adhère,
pour que cette dernière "colle" mieux par la suite. Il existe plusieurs sortes
de décapants, tels le flux CR2 qui laisse un résidu jaune de résine après
soudure, ou le flux R45 qui ne laisse pas de résidu après soudure. Le nettoyage
du résidu laissé après soudure est abordé un peu plus loin.
Qualité de soudure
Comme je l'ai
dit avant, il existe différentes qualités de soudures, qu'elles soient avec ou
sans plomb. Certaines portent généralement le qualificatif de "Soudure Standard"
ou "Soudure de qualité", à comparer aux appellations "Soudures pour
électronique" ou "Soudure professionnelle". Appellation associée au prix
devraient vous permettre de vous y retrouver sans trop de difficulté... On peut
tout de même retenir qu'une soudure au plomb de qualité est celle de type
Sn60Pb38Ag2 (Sn 60% + Pb 38% + Ag 2%), et qu'une soudure sans plomb de qualité
est celle dont la proportion d'argent est de 3% à 4% et la proportion de cuivre
de 0,5% à 0,7% (SnAg3Cu0.5 par exemple). Si je devais recommander une marque, ce
serait "Multicore". C'est celle que j'utilise à mon boulot (soudure sans plomb
avec argent) et chez moi (soudure avec plomb et argent, désolé, j'ai encore du
stock), et j'en suis très satisfait. Désolé pour la pub involontaire.
Qualité des soudures
La qualité des
soudures dépend de la qualité de la soudure elle-même, de celle de la panne du
fer, de celle du circuit imprimé et de celle des composants que l'on soude. Il
peut être assez délicat, lors d'un dépannage, d'utiliser de la soudure sans
plomb pour souder un composant qui était monté sur un circuit où il était fait
usage de soudure avec plomb. Les deux types de soudures ne se mélangent pas
toujours très bien, et même quand ça à l'air de bien tenir sur le moment, une
bonne tenue dans le temps n'est pas forcement garantie, surtout pour des
équipements soumis à des températures élevées. Par contre, pour de nouveaux
circuits, les problèmes sont moindres, même si dans l'industrie les fabricants
ont dû passer beaucoup de temps pour ajuster leurs systèmes d'assemblage et de
soudage à la vague.
La soudure sans plomb: Quelques mots...
Qualité des
soudures
Il est plus difficile de faire des soudures de qualité avec un alliage sans
plomb. Pourquoi ? La soudure avec plomb présentait une meilleure
"mouillabilité", son étalement était plus facile, plus uniforme et plus homogène
et on pouvait se contenter d'une température de fer comprise entre 320 °C et 450
°C, ce qui représentait une plage de températures plutôt large. La soudure sans
plomb présente un point de fusion de 30 degrés plus élevé, il faut donc une
panne dont la température est plus haute. Pour un fer doté d'un réglage de
température qui n'était pas encore à fond, ça ne devrait pas poser trop de
problème. Mais la simple élévation de température ne suffit pas forcement, et
pose même un problème : une température trop élevée risque de bruler ou
d'évaporer le flux de soudure, qui empêche sa parfaite activation. La solution,
pour une bonne soudure avec un alliage sans plomb, consiste avant tout à
utiliser un fer présentant un très bon transfert de chaleur, et pas forcement
une température très élevée. D'ailleurs, si vous regardez les publicités pour
les fers à souder, vous constaterez que les revendeurs conseillent plutôt un fer
puissant (genre 80 W, 50 W minimum) et non un fer pouvant monter à très haute
température (les températures maxi restent les mêmes qu'avant). Premier constat
: pour un transfet de chaleur maximal, il faut une panne assez large, les pannes
très fines risquent plus de poser problème. Voir aussi l'article
d'Antoine sur le site MacBidouille.
Usure de la panne
La panne du fer à souder n’aime pas trop la soudure sans plomb, et elle s'use
plus vite avec cette dernière : environ 4 à 5 fois plus vite qu'avec la soudure
avec plomb. Pourquoi ? Les pannes sont toutes faites de la même façon : cuivre,
nickel, chrome et fer, et l'étain ronge le fer, chose contre laquelle on ne peut
pas grand chose. Augmenter la température du fer est un facteur aggravant, qu'il
convient de bien prendre en compte, surtout quand on sait qu'une température
trop élevée n'aide pas forcement à faire une bonne soudure.
Conseils
- Dans la mesure du possible, conserver une température inférieure à 400 °C. En
respectant ce point, la soudure sera plus facile, à condition que la panne soit
assez large.
- Ne pas hésiter à tester plusieurs types d'alliages, car il existe des
différences notables de "qualité" entre un modèle et un autre.
- Après avoir soudé un composant et avant de reposer le fer sur son support,
nettoyer la panne avec une éponge humide, et étamez-la avec de la soudure
fraîche. L'éponge doit être humide et non mouillée (sinon choc thermique trop
important), côté éponge en dessous, et eau distillée de préférence. En lieu et
place de l'éponge humide, vous pouvez aussi utiliser une "laine métal" type "Dry
Cleaner WDC". La présence de soudure sur la panne quand cette dernière est au
repos, ralentit son oxydation et donc son usure. Une panne oxydée empêche la
soudure d'y adhérer : elle ne "mouille" pas et forme une boule de soudure qui
refuse de s'accrocher. Notez que toutes les pannes neuves que vous achetez sont
pré-étamées, afin de les empêcher de s'oxyder en attendant de servir.
- Une panne oxydée n'est pas forcement entièrement fichue : on peut gratter
(doucement) l'oxyde à l'aide d'une petite brosse en laiton souple.
- Choisissez un fer dont la température de la panne est réduite à chaque fois
que le fer est posé sur son support. Un fer qui ne sert pas mais qui reste
chaud, s'use plus vite ! Les temps de chauffe sont tellement rapides qu'on n'a
pas de crainte à avoir de ce côté là.
Divers
La soudure se
vend en différents conditionnements : petites bobines de 17g, 100g, 130g, 250g
ou "grosses" bobines de 500g. Si vous comptez vous lancer sérieusement dans
l'électronique, privilégiez la bobine de 500g, plus économique au poids. Si vous
savez que vous souderez occasionnellement, inutile d'investir dans de grosses
bobines, surtout s'il s'agit de soudure sans plomb dont la date de péremption
arrive 6 mois ou un an après l'achat. Et oui, une nouvelle donnée à prendre en
compte : la soudure sans plomb à une "durée de vie" plus courte !
A retenir : La soudure comportant de l'argent (Ag) est plus
chère, mais elle permet de réaliser de très bonnes soudures (belles et solides),
gage de qualité et de fiabilité dans le temps.
Temps de chauffe
"Il faut souder
très très vite, et il ne faut pas que la température du fer soit trop élevée,
sinon on grille le composant qu'on soude !". Allez, vous l'avez bien entendue au
moins une fois, celle-là, non ? Et bien ce n'est plus aussi vrai depuis que le
transistor au germanium a fait place au transistor au silicium. Ce qui fait un
bail, déjà. Les transistors au germanium craignaient beaucoup la chaleur, et il
fallait ne pas trop les malmener de ce côté là, sinon, c'était leur mort presque
assurée. Mais les temps ont changé. Les composants actuels sont moins fragiles
et supportent mieux une élévation de température pendant le temps de soudage.
Certes, il ne faut pas laisser trop longtemps la panne chaude sur la patte d'un
composant, car il y a tout de même des limites à ne pas dépasser. Alors que
faut-il pour minimiser le temps de soudure ? Et bien tout simplement utiliser
une panne de fer bien chaude ! Car à une valeur de chauffe plus élevée, la
soudure fond et prend plus vite, tout simplement ! Et le composant soudé sera au
final moins stressé. Le temps de chauffe (ah oui, c'est le titre du paragraphe)
? Deux valeurs à retenir : à 300°C, la durée ne doit pas dépasser 10 secondes,
et entre 350°C et 400°C, la durée ne doit pas dépasser 5 secondes. Si vous
mettez plus de cinq secondes pour souder une patte d'un composant, c'est que le
fer ne convient pas ou que sa température n'est pas assez haute. S'il s'agit
d'un fer avec réglage de température, vous savez ce qui vous reste à faire. S'il
s'agit d'un fer sans réglage de température et que vous êtes vraiment un fana de
l'électronique (je veux dire que votre besoin de souder n'est pas occasionnel),
je vous conseille vivement d'en changer.
Que se passe-t-il si la température de la panne est trop
faible ?
1 - Vous risquez
de griller le composant par surchauffe, car comme la soudure a du mal à prendre,
vous insistez, et vous insistez encore, et puis ça dure finalement trop
longtemps.
2 - Vous risquez de faire une soudure sèche. C'est à dire une soudure qui ne
colle pas bien et qui à terme se traduira par un mauvais contact et par une
panne de votre circuit.
Choix des outils
On peut se
demander ce que les outils peuvent venir faire dans un tutoriel de soudure, mais
vous allez vite comprendre comment de bon outils peuvent vous aider à faire du
bon travail.
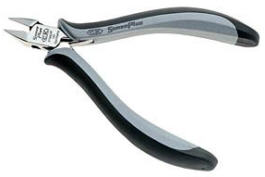
Pince coupante
Il existe
plusieurs tailles de pinces coupantes, et il est très important de bien les
choisir. Sans entrer dans les détails, il existe deux grandes catégories de
pinces coupantes : celles destinées au sectionnement de gros éléments (gros
câbles par exemple), et celles destinées exclusivement à l'électronique (pattes
de composants électroniques ou petits fils électriques fins). Si vous ne faite
que de l'électricité générale, une pince de taille moyenne vous suffira
certainement. En revanche, si vous faites de l'électronique, il vous faudra
impérativement investir dans une pince solide, dédiée à cet usage. Vous aurez
besoin en effet, d'une pince dont les bouts tranchants permettent une coupe
parfaitement nette et bien à ras de la soudure. Pour vous aider à vous y
retrouver, sachez que certains fabricants indiquent la capacité (ou la force)
de coupe. Cette caractéristique peut être exprimée au moins de deux façons :
- en kg/mm2. Par exemple, force de coupe de 200kg/mm2, qui permet de couper une
corde de piano en acier;
- en diamètre du cable que l'on peut couper selon sa nature. Par exemple 0,8mm
pour de l'acier et 1,2mm max pour du cuivre.
Une pince du genre de celles représentées sur les photos ci-dessous, convient
très bien pour l'électronique :
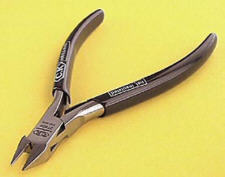

Pince à bec
La pince à bec
peut servir à plein de choses. Tenir un écrou pendant qu'on serre la vis qui va
dedans, couder ou redresser des pattes de composants, plier un fil vers un
connecteur avant sa soudure, ... bref un outil indispensable.
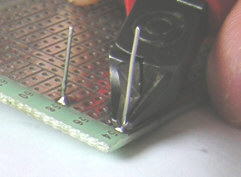
Brucelle croisée
Appelée aussi "brucelle
Auto-serrante", car le bec se ferme quand on ne fait rien, et s'ouvre quand on
appuie sur le manche. J'utilise vraiment très très souvent ce genre de pince,
qui me permet de tenir une résistance ou un support de circuit intégré sur un
circuit imprimé pendant que je le soude. Pas besoin de faire d'acrobaties avec
ses mains, la pince tient le composant bien plaqué contre le CI, et on soude
avec les mains qui restent (voir photos ci-dessous). On peut aussi s'en servir
pour tenir plusieurs fils qui doivent être soudés ensemble.

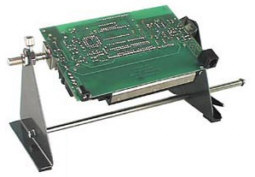
Support de circuit imprimé
A ne pas
confondre avec "Support de circuit intégré"... Il s'agit d'un support à poser
sur la table de travail, et qui comporte deux mâchoires permettant de tenir le
circuit imprimé "en l'air". Les mâchoires sont montées sur un axe qui permet de
faire tourner le circuit et d'avoir ainsi facilement accès au côté composants ou
au côté cuivre. Aussi utile que la "Troisième main" qui est une double pince
montée sur un support articulé, qui permet, tout comme le support mentionné
ci-avant, de laisser vos mains libres pour la "tache noble".

Assistant de pliage
Ca ne paye pas
de mine, mais ça peut rendre bien service aussi ! Il s'agit d'un petit bout de
plastique moulé doté d'empreintes calibrées, qui permet d'effectuer des pliures
propres et dont l'espacement correspond à des valeurs d'espacements standards
(multiples entiers du pas de 2,54mm qui correspond à la distance qui sépare deux
pattes d'un circuit intégré classique en boitier DIL). Ce genre d'outil peut
aussi servir à redresser des pattes de circuits intégrés sans trop s'embêter.
Pince à dénuder
Ce type de pince
est spécialement étudié pour dénuder proprement des fils électriques. Comme il
existe plusieurs diamètres de fils, une pince à dénuder comporte soit un réglage
(première photo ci-dessous), soit des emplacements dédiés pour s'adapter aux
différentes tailles (diamètres) de fil. Ce type d'outil n'est pas indispensable,
et vous pouvez très bien utiliser un couteau ou une lame de cutter pour dénuder
vos fils. Privilégiez toutefois ce genre de pince si à chaque fois que vous
dénudez, la moitié du câble électrique s'en vas avec la gaine...

Décapant (avant soudure)
J'ai parlé au
paragraphe "Soudure" du flux décapant dont sont dotées certaines soudures.
Sachez qu'il existe aussi des décapants "autonomes", que l'on peut appliquer sur
l'endroit à souder, toujours dans le but de bien nettoyer et de permettre par la
suite une soudure bien propre. Ce type de décapant peut se trouver sous forme de
tige ou de pâte.
Nettoyant flux (après soudure)
Certains flux
décapants dont sont dotées certaines soudures (flux CR2 par exemple) laissent un
résidu jaunâtre après la soudure, qui laissent un peu penser, quand on ne sait
pas trop de quoi cela résulte, que l'endroit à un peu trop chauffé. Bien qu'en
pratique, laisser ce résidu n'est pas très gênant, il est plus propre de s'en
débarrasser, cela confère à votre montage un aspect tout de suite plus
"professionnel". Le nettoyant se trouve le plus souvent sous forme de bombe
aérosol, avec un embout en forme de large pinceau qui aide à "gratter" un peu
pour faciliter le décollage du résidu. Si vous utilisez ce genre de nettoyant,
je vous conseille de l'appliquer une fois que votre montage est complètement
terminé et testé.
Comment bien démarrer (généralités) ?
Rien
d'obligatoire certes, mais si on peut faire durer plus longtemps notre fer et
nos poumons...
Précautions à prendre
Ne pas respirer
les vapeurs, ni tenir la soudure dans sa bouche, car la soudure contient des
composants qui ne sont pas forcement bons pour la santé. Dans le même ordre
d'idée, il est impératif de se laver les mains après avoir soudé, et surtout ne
pas casser la croûte pendant que l'on soude : outre le fait d'avoir touché la
soudure, on peut par mégarde avaler une boule de soudure ou un morceau de patte
de composant qui aurait sauté sans qu'on le voit (ce n'est pas forcement moins
bon qu'une fourmi, mais ça peut avoir des conséquences plus graves). Ne pas se
bruler non plus. Prévoir un espace de travail aéré, plus on est à l'aise et
moins on risque d'accident.
Nettoyage de la panne du fer
La panne du fer
s'encrasse au fur et à mesure de son utilisation, c'est normal. Il faut donc la
nettoyer régulièrement, parfois même entre chaque soudure. Il est formellement
interdit de gratter la panne du fer avec un couteau, un cutter ou une lime pour
le nettoyer !!! La panne possède en effet un revêtement protecteur destiné à
augmenter sa durée de vie. Si vous grattez ce revêtement, vous devrez tout
simplement remplacer la panne plus souvent ! Il existe plusieurs méthodes pour
nettoyer la panne de son fer au fur et à mesure que l'on soude : l'éponge humide
(humide, et surtout pas complètement imbibée d'eau), et le nettoyeur de panne
mécanique qui ressemble à une boule de limaille de fer, voir photo ci-dessous.

Nettoyage du circuit imprimé
Voir paragraphe
précédent traitant du nettoyant de flux.
Nettoyage des pattes des composants
Si les
composants électroniques ou fils électriques que vous voulez souder sont vieux,
il se peut qu'ils soient difficiles à souder, et que la soudure ne veuille pas
coller, formant une boule qui finit par grossir et tomber à côté. Si cela
arrive, vous pouvez gratter un peu la surface à souder avec une lame, ou
utiliser un décapant avant soudure.
Nettoyage des connecteurs
Même chose que
ci-avant. Comme il n'est pas toujours pratique de gratter avec une lame des
pattes de connecteurs (de part leur forme et leur positions), il est souvent
préférable d'utiliser un produit décapant avant soudure. Parfois, il suffit de
les chauffer un peu plus longtemps et d'insister un peu pour que la soudure
finisse par accrocher, mais je ne recommande pas cette pratique pour des petits
connecteurs, qui sous un échauffement excessif, peuvent se détériorer de façon
irréversible. Essayer de sentir un peu de vous même jusqu'à où vous pouvez
aller, mais n'insistez pas si la soudure a décidé de ne pas s'accrocher du tout.
Comment souder un fil sur un connecteur ou interrupteur ?
Vous voulez
économiser sur l'achat d'un câble instrument tout fait pour relier votre guitare
à votre ampli ? Vous voulez vous taper l'intégralité des câbles de diccordage
pour votre tout nouveau patch 48 points ? Oui mais... Comment souder un câble
blindé sur un jack ou sur une XLR ?
Comment câbler des fils simples sur un inverseur double ?
Et bien la
première chose à faire est d'étamer les parties que vous voulez assembler. C'est
à dire mettre de la soudure sur le fil seul, puis mettre ensuite de la soudure
sur les pattes du connecteur seul. Cette façon de faire présente deux avantages
: premièrement l'assemblage des deux parties sera grandement facilité, et
deuxièmement vous n'avez plus besoin de tenir la soudure en même temps que les
parties à assembler (vous n'avez toujours que deux mains). Une fois que la
soudure a bien accroché sur toutes les parties, mettez les en contact et
chauffez les simultanément pour que la soudure fonde en même temps des deux
côtés. Les photos ci-dessous montrent comment vous pouvez tenir le fil (ou
l'inter) et la soudure d'une seule main : fil (ou inter) coincé entre pouce et
index, soudure coincée entre majeur et annulaire. L'auriculaire reste libre pour
le cas où l'oreille vous gratterait à ce moment là.



Une fois l'assemblage terminé avec un visuel satisfaisant, attendez que la
soudure refroidisse d'elle-même. Vous devez être fier de votre soudure et ne pas
vous poser de question quant à sa qualité. Les trois photos ci-dessous
représentent 3 soudures dont deux sont mal réalisées. Laquelle est la mieux
réalisée ?



La seconde ? Gagné ! La première manque en effet de soudure, et risque de ne pas
tenir bien longtemps si on tire un peu sur le fil. Quand à la troisième, on
appelle ça un "pâté" car trop épaisse (et pourtant, il est vrai qu'elle semble
correcte, bien brillante).
Comment souder un composant traversant (à pattes) ?
C'est tellement
évident... il suffit de mettre la broche du composant dans le trou du circuit
imprimé. C'est tout ? Pas sûr.
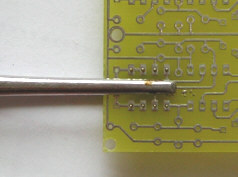
Préparation du circuit imprimé
Si le circuit
imprimé a été étamé juste après sa réalisation, pas besoin de le préparer
davantage. Si en revanche il ne l'a pas été, vous devrez le nettoyer à l'aide
d'une gomme abrasive spécialement conçue pour cet usage, avant de souder quoi
que ce soit. Un circuit imprimé en cuivre nu s'oxyde en effet très rapidement,
et l'oxyde qui se forme empêche de façon certaine de faire de bonnes soudures.
Je ne sais pas si la photo ci-dessous montrera bien sur votre écran ce qu'elle
doit montrer, mais je l'espère. On y voit en effet un circuit imprimé non étamé
qui s'est oxydé, dont la moitié a été nettoyée (avec une gomme abrasive), et
l'autre moitié non. Je vous déconseille d'utiliser le côté rugueux d'une éponge
de cuisine classique, ça fonctionne très très mal, ça fait plein de poussière
verte et c'est très long, on se fatigue vraiment beaucoup le poignet pour pas
grand chose. Évitez aussi l'usage de tampon jex (éponge en laine de fer), qui
bien que plus efficace (et encore) peu laisser des résidus conducteurs pouvant
provoquer des micro-court-circuits.
Préparation du composant
S'il s'agit d'un
composant neuf mais vieux, il se peut qu'il faille le préparer un peu avant de
le mettre en place et de le souder. Si la soudure n'accroche pas bien vous allez
en effet chauffer exagérément le composant mais aussi la pastille du circuit
imprimé, qui risque de se décoller.
Placement du composant
Avant de
commencer à souder un composant, assurez-vous qu'il est placé dans le bon sens
s'il est polarisé ou si le sens des pattes à une importance. Pour les résistance
et les condensateurs non polarisés, pas d'importance. Par contre, attention aux
condensateurs polarisés, aux LEDs, aux diodes, aux transistors et aux circuits
intégrés.
Espacement entre composant et circuit imprimé
La plupart du
temps, les composants électroniques tels les résistances, les diodes et les
condensateurs (axiaux ou radiaux) sont montés au plus proche du circuit imprimé.
Cela permet une meilleur esthétique, une meilleur stabilité, et une meilleur
résistance aux vibrations. En outre, quand les composants sont montés trop
éloignés du circuit imprimé, les risques de court-circuit entre leurs pattes
n'est pas négligeable (un composant dont les pattes se plient peut toucher son
voisin). Cependant, certains composants ne peuvent pas ou ne doivent pas être
"plaqués" contre le circuit imprimé : c'est le cas notamment des composants qui
chauffent et qui ne sont pas montés sur radiateur (résistance de puissance par
exemple). En surélevant légèrement le composant qui chauffe (2 à 3 mm du circuit
imprimé), la circulation d'air autour du composant est facilitée, et son
refroidissement est plus efficace. Autres composants que l'on peut avoir intérêt
à ne pas monter trop près du circuit : les composants plus sensibles à la
chaleur, comme certains transistors.
Soudure du composant
Là, des photos,
dessins et vidéos s'imposent... Je sais, ça fait 3 ans que je les promets.
En attendant, voici quelques photos où j'ai volontairement fait des points avec
de la soudure sans plomb et avec de la soudure avec plomb, sur le même composant
(un potentiomètre).
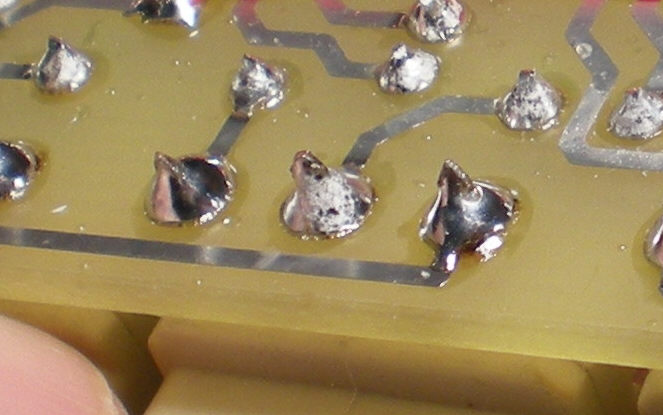


Pour chacun des potentiomètres, j'ai utilisé de la soudure sans plomb pour la
patte centrale (curseur), et de la soudure avec plomb pour les deux pattes
extrêmes. On voit assez nettement que les points avec soudure sans plomb sont
moins brillants et un peu "granuleux".
Astuce
Pour les
composants comportant plusieurs pattes, comme les circuits intégrés ou leur
support, vous pouvez commencer par souder les deux pattes les plus opposées. Il
vous sera ainsi plus facile de réajuster la "planéité" le cas échéant, et
d'avoir un composant bien à plat au moment de souder les autres pattes.
Coupure du surplus de longueur des pattes
Pas très
difficile si vous avez une bonne pince coupante (on en parle quelques lignes
avant). Vous devez effectuer la coupe à ras de la soudure. Ni trop haut pour que
le "résidu" de patte ne risque pas de faire un court-circuit par la suite, ni
trop bas pour ne pas arracher de la soudure avec.
Comment souder un composant non traversant (CMS, sans
pattes) ?
Je n'ai pas
souvent soudé des composants CMS pour mon usage personnel, mais je me suis bien
"amusé" à mon boulot, pour remplacer des condensateurs CMS dans des
amplificateurs RF d'émetteurs de télévision. Pas toujours facile, quand on ne
dispose pas d'outil de préhension (pompe aspirante) ni de colle pour faire tenir
le composant pendant qu'on le soude.
Choses à ne pas faire
Ne jamais
souffler sur une soudure pour qu'elle refroidisse plus vite, même si ça vous
brûle les doigts ! Elle serait moins robuste et donc moins fiable dans le temps.
Comment dessouder un composant ?
Dessouder un
composant consiste à retirer la soudure qui le lie à son support afin de l'en
libérer. Il existe plusieurs façons de retirer la soudure, mais dans tous les
cas il faut la chauffer. Notez que pour faciliter le retrait de la soudure en
place, il est une pratique qui peut sembler contraire à la logique mais qui
pourtant fonctionne très bien : celle qui consiste à rajouter de la soudure
neuve là ou l'on veut retirer la "vieille".
Pompe à dessouder
C'est l'outil le
plus économique, et qui fonctionne relativement bien dans beaucoup de cas. Le
principe repose sur l'expulsion manuelle de l'air contenu dans la pompe, afin de
provoquer une aspiration brutale au moment de son "déblocage". La force
d'aspiration dépend de la qualité de la pompe, les pompes très bon marché
présentent souvent une aspiration un peu insuffisante. Comme le composant et son
support (connecteur ou circuit imprimé par exemple) que vous souhaitez dessouder
ne doivent pas être trop chauffé, vous devez poser l'embout de la pompe à
proximité de la soudure en même temps que vous chauffez. Ainsi, dès la fusion de
la soudure, vous être prêt à aspirer, l'opération prend un minimum de temps et
vous avez moins de risque d'abimer quelque chose. L'embout de la pompe à
dessouder est en téflon, matériau qui supporte relativement bien la chaleur,
mais il faudra le changer quand il sera un peu trop "flétri" (l'embout des
pompes se démonte très facilement, et le remplaçant ne coute pas très cher). Un
détail : la pompe se rempli de soudure au fur et à mesure des aspirations.
Songez donc à la vider et à la nettoyer à intervales réguliers.


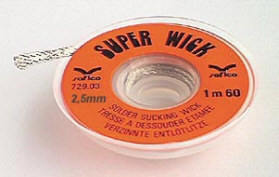
Tresse à dessouder
Il s'agit d'un
ustensile qui coute bien plus cher, mais qui permet de dessouder des éléments
difficilement des soudables avec une pompe. Je vous recommande d'en avoir
toujours un petit rouleau avec vous pour "finir" le travail de la pompe, si
cette dernière se révèle insuffisante. La tresse, généralement en cuivre,
travaille par capillarité. Vous la posez sur la soudure à retirer, puis posez la
pointe du fer à souder sur la tresse afin de faire chauffer la soudure qui est
en dessous. Au bout de quelques instants, la soudure fond et est "aspirée" par
la tresse. Avertissement : la tresse est en cuivre, qui est un conducteur
relativement bon de la chaleur. Aussi, ne la tenez pas trop près de l'endroit à
chauffer, vous le sentiriez...
Fer à dessouder
Sous cette
appellation curieuse, se cache simplement un fer dont l'embout chauffant est
percé, et où la soudure peut s'engouffrer à l'aide d'une simple aspiration
d'air. Cette aspiration d'air peut être provoqué manuellement par appui sur une
poire en caoutchouc (première photo ci-dessous) ou être assurée de façon
"continue" par un système à pompe électrique, l'aspiration étant dans ce cas
déclenchée par un petit poussoir situé sur le fer lui-même (deuxième photo
ci-dessous). C'est ce genre de système que l'on utilise dans le domaine
professionnel, mais inutile de préciser que pour mon application personnelle, je
me contente d'une simple pompe à dessouder...Enfin, c'est intéressant de savoir
que ça existe, non ?


Recherche personnalisée