 |
 |
| 1. Principe de l'interchangeabilité. | 2. Cas des pièces appariées. |
Cotation
Tolérancée et ajustements
(Normes GPS)
Compte tenu du processus de fabrication choisi et des machines utilisées, une cote réelle mesurant l'une des dimensions d'un objet ne peut être exactement la même que celle (cote nominale) indiquée sur le dessin correspondant.
S'il faut fabriquer une série d'objets identiques, il est impossible à une même forme d'avoir toujours exactement la même dimension d'un objet à l'autre.
Une cote imposée sera plus facile à réaliser si elle peut varier entre deux valeurs limites : une cote maximale et une cote minimale. La différence entre les deux s'appelle la tolérance, ou intervalle de tolérance. Plus la précision exigée est grande, plus l'intervalle de tolérance doit être petit.
L'indication des tolérances est indispensable pour les dimensions ou cotes fonctionnelles, c'est-à-dire pour l'ensemble des dimensions définissant les formes nécessaires au fonctionnement ou à l'assemblage.
La norme ISO/AFNOR prévoit des catégories de dimensions tolérancées particulières pour les assemblages de deux pièces (cylindriques ou prismatiques). Ce sont les ajustements.
Principales normes GPS utilisées (caractéristiques taille et distance) : NF ISO 406 ; NF EN 20286-1 et 2 (ISO 286-1 et 2); ISO 2768-1.
I - Interchangeabilité
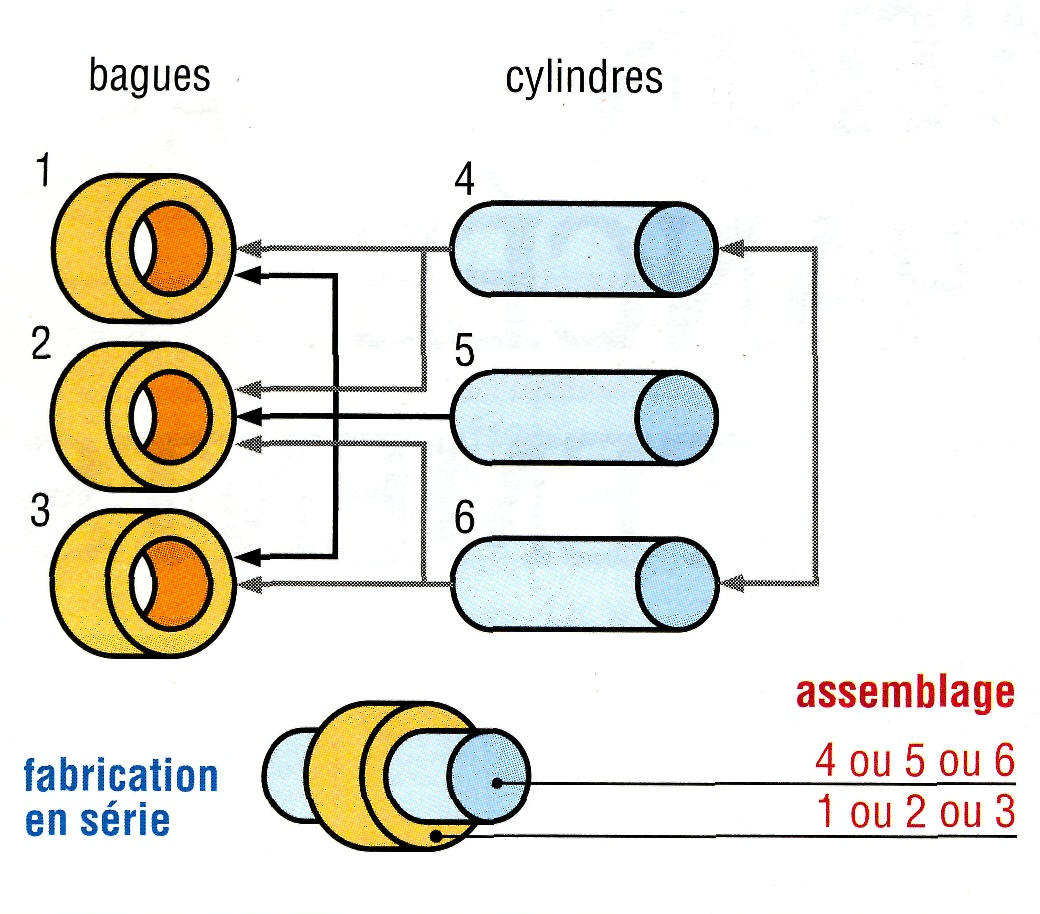
L'interchangeabilité des objets ou composants est à la base de tous les produits manufacturés construits en série.
N'importe quel composant interchangeable d'une automobile peut être démonté et remonté sur n'importe quelle autre automobile du même type et rendre le même service : une roue peut être montée à l'avant, à l'arrière, à gauche, à droite et cela sur n'importe quel modèle de la série.
Exemple (fig. 1) :
N'importe quelle bague (1, 2 ou 3) peut être assemblée avec n'importe quel cylindre (4, 5 ou 6), toutes les combinaisons sont possibles. La propriété d'interchangeabilité est obtenue grâce à une cotation tolérancée (ajustements...) des formes à assembler.
|
|
|
| 1. Principe de l'interchangeabilité. | 2. Cas des pièces appariées. |
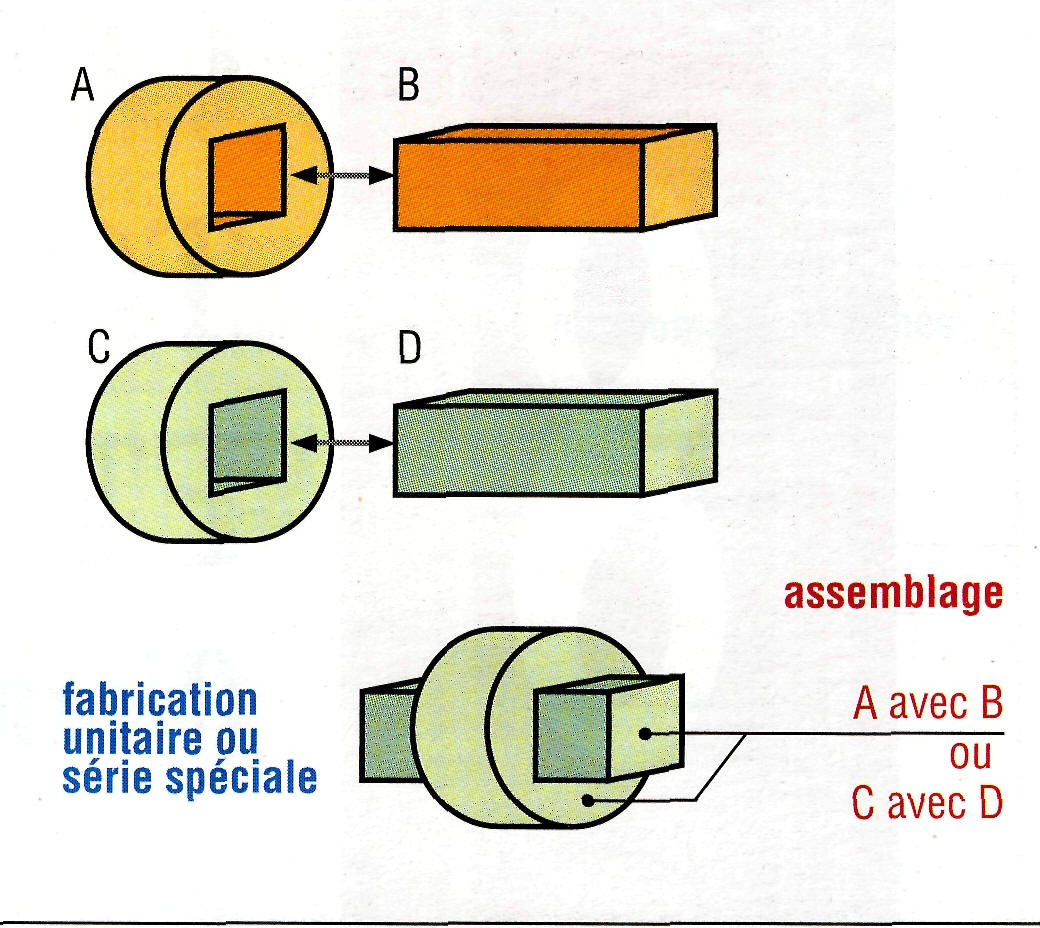
Pièces appariées, ou apairées :
les pièces sont non interchangeables et doivent être impéra-tivement montées ensemble, par paire. Les dimensions de l'une sont exécutées « sur mesure » à partir des dimensions de l'autre ou choisies « statistiquement ».
Exemple (fig. 2) :
Bien qu'il y ait ressemblance, A ne peut être assemblée qu'avec B et C qu'avec D.
3. Principaux cas d'inscription des cotes tolérancées.
1. Inscriptions normalisées
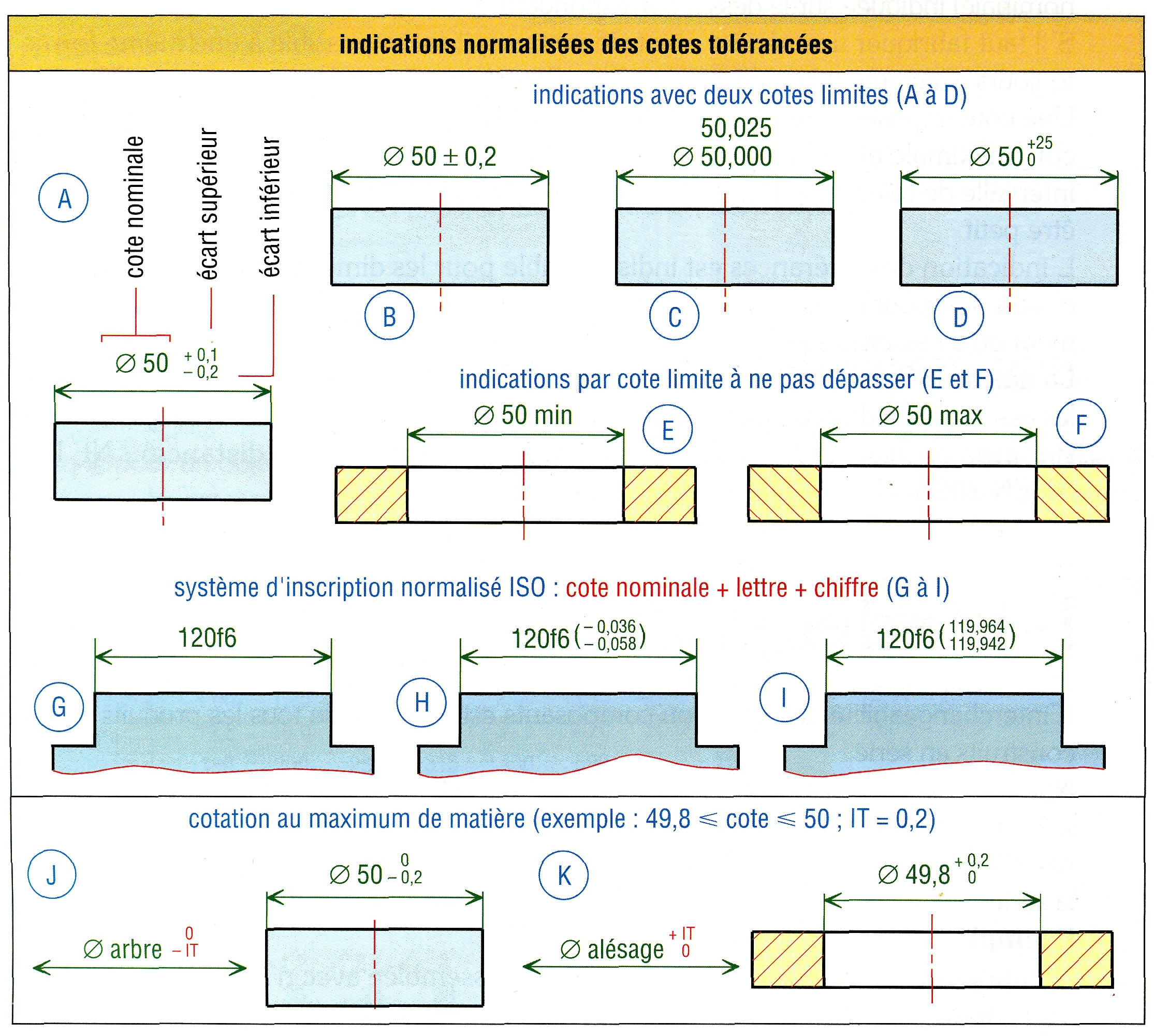
Une cote tolérancée peut être inscrite de plusieurs manières : à partir de deux cotes limites ; une cote limite à ne pas dépasser, ou avec le système d'inscription normalisé ISO (fig. 3).
Cas particulier : inscription au maximum de matière, voir fig. 3-J-K.
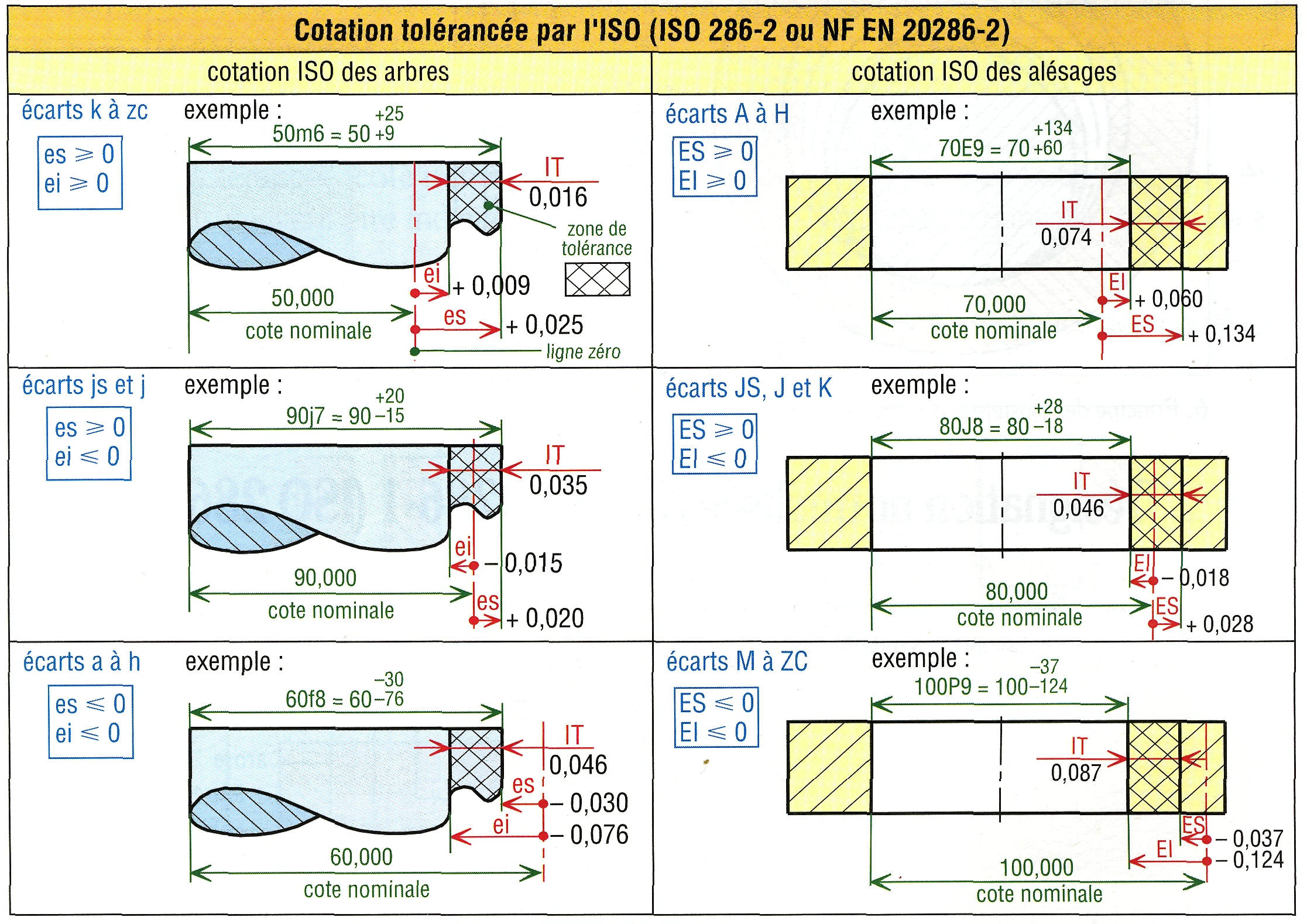
2. Définitions normalisées ISO
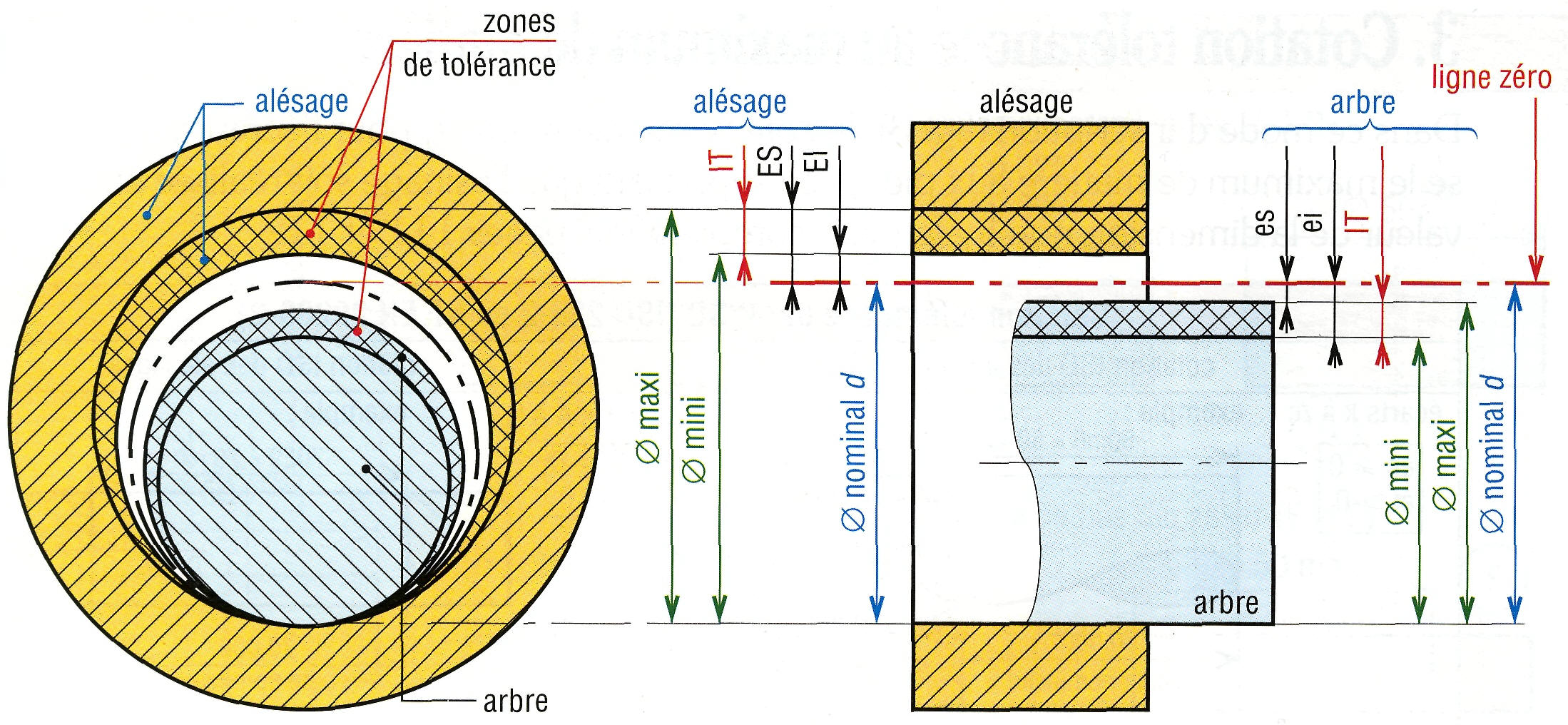
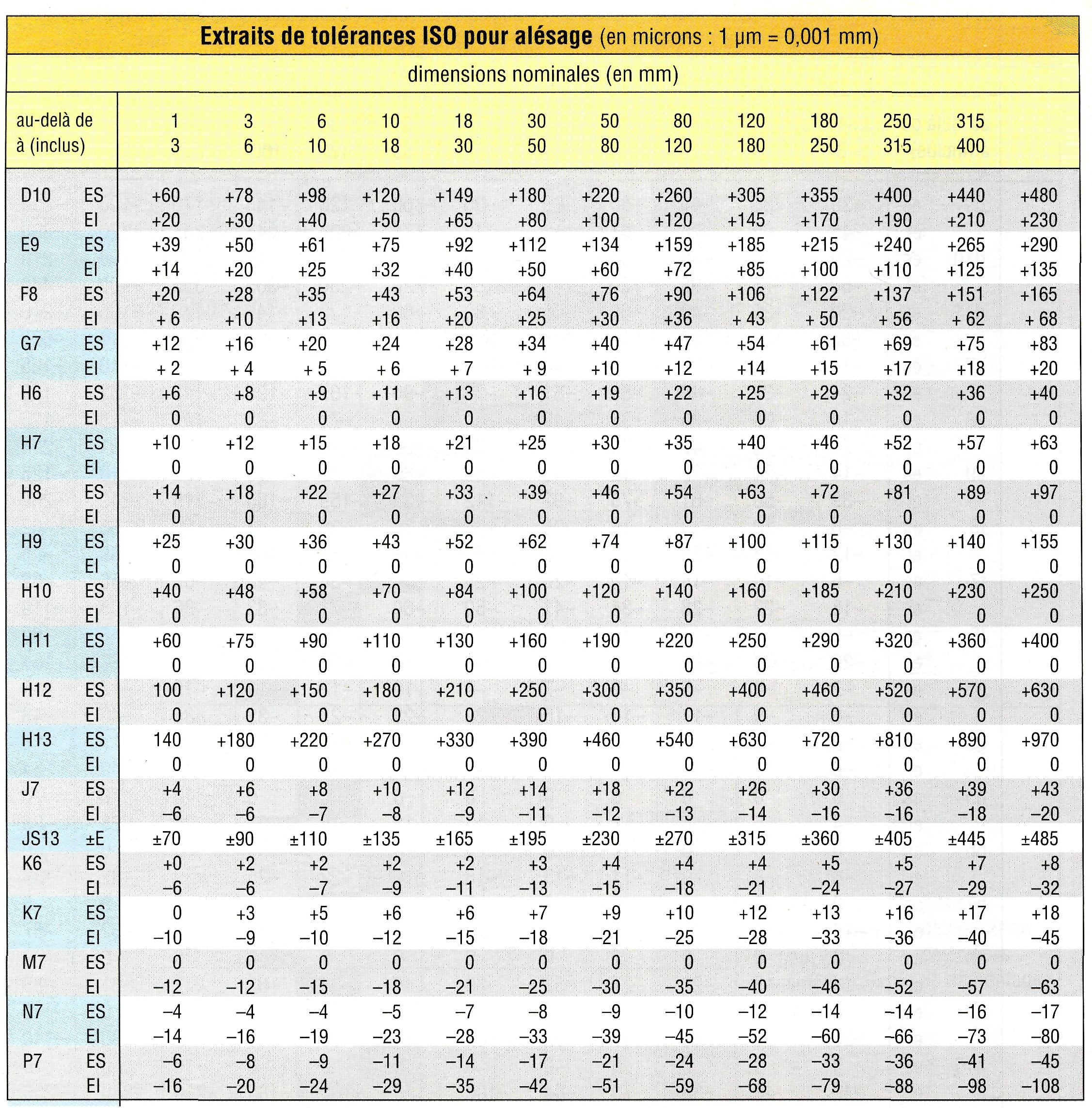
Alésage : terme utilisé conventionnellement pour désigner tout élément intérieur d'une pièce, même non cylindrique.
Arbre : terme utilisé conventionnellement pour désigner tout élément extérieur d'une pièce, même non cylindrique.
Cote nominale : c'est la dimension (40-230-14,5-5,75-0,60...) qui sert de référence pour définir les cotes limites (longueur ou angle) après application des écarts inférieur et supérieur.
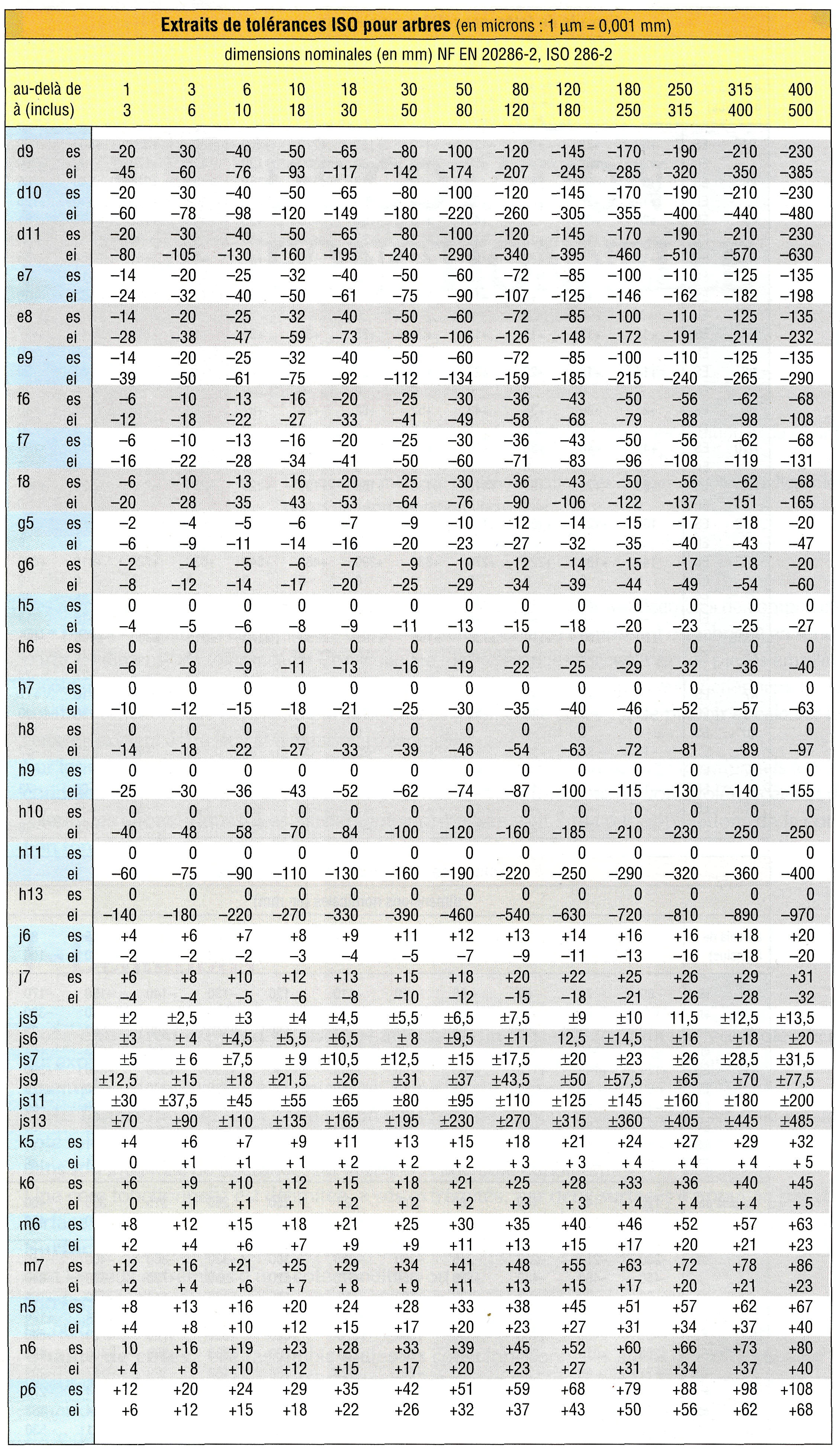
Écart supérieur (alésage ES ; arbre es) : c'est la différence algébrique (> 0 ou < 0) entre la dimension maximale et la dimension ou cote nominale correspondante.
Écart inférieur (alésage EI ; arbres ei) : différence algébrique (> 0 ou < 0) entre la cote minimale et la dimension ou cote nominale correspondante.
Ligne zéro : ligne droite représentant graphiquement la dimension nominale à partir de laquelle sont représentés et positionnés les écarts.
Zone de tolérance : graphiquement, zone comprise entre les deux lignes représentant les dimensions ou cotes maximale et minimale.
Tolérance (IT) : différence entre la dimension maximale et la dimension minimale ou entre l'écart supérieur et l'écart inférieur (valeur absolue sans signe).
3. Cotation tolérancée au maximum de matière
Dans ce mode d'inscription (fig. 3), la cote nominale retenue, pour l'écriture, est celle qui laisse le maximum de matière aux pièces en supposant que l'usinage soit réalisée exactement à la valeur de la dimension nominale ;
4. Cotation normalisée ISO : principes.
III - Ajustements normalisés ISO/AFNOR
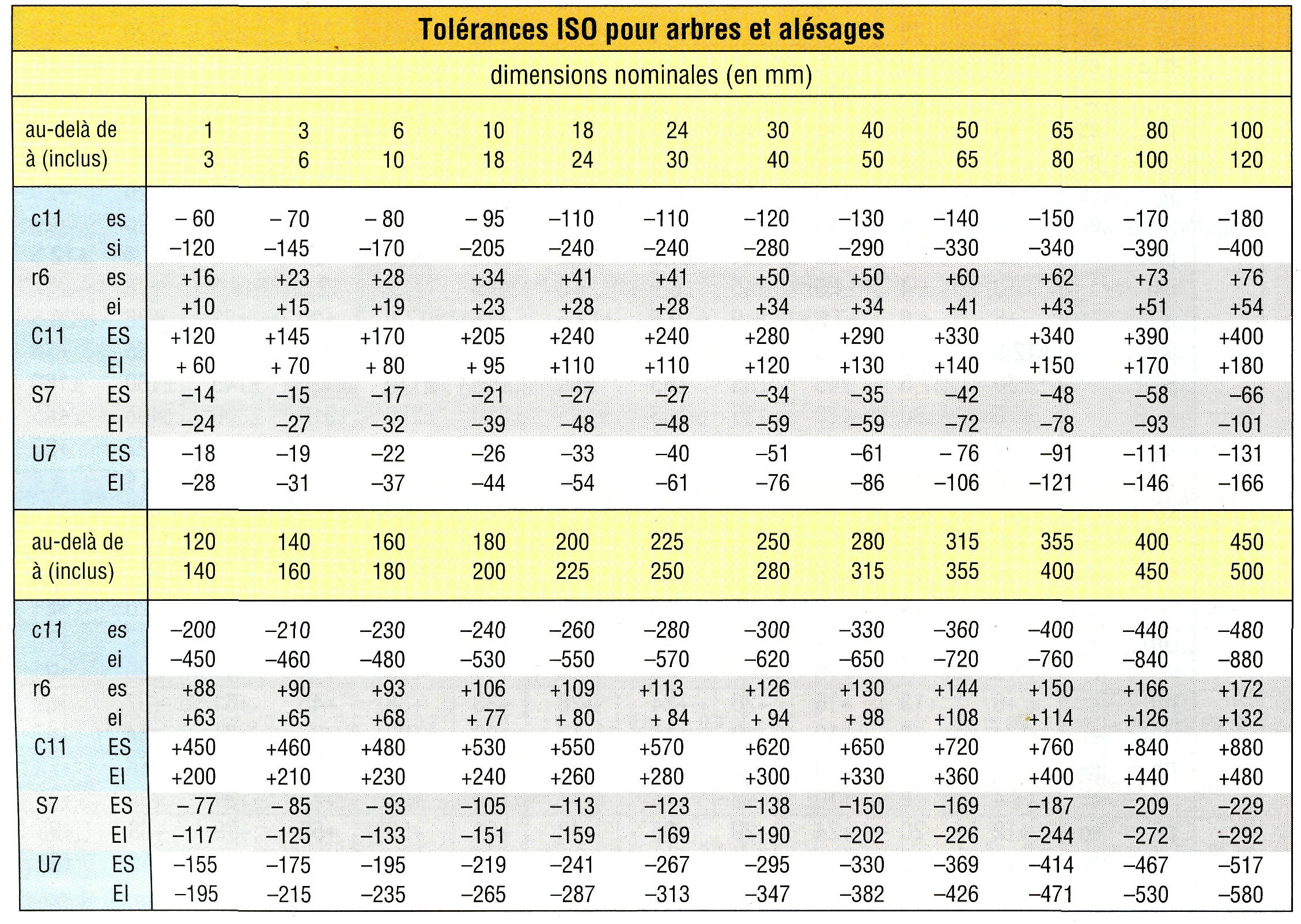
Les ajustements sont des catégories de dimensions tolérancées normalisées utilisées pour les assemblages de deux pièces cylindriques ou prismatiques. On trouve :
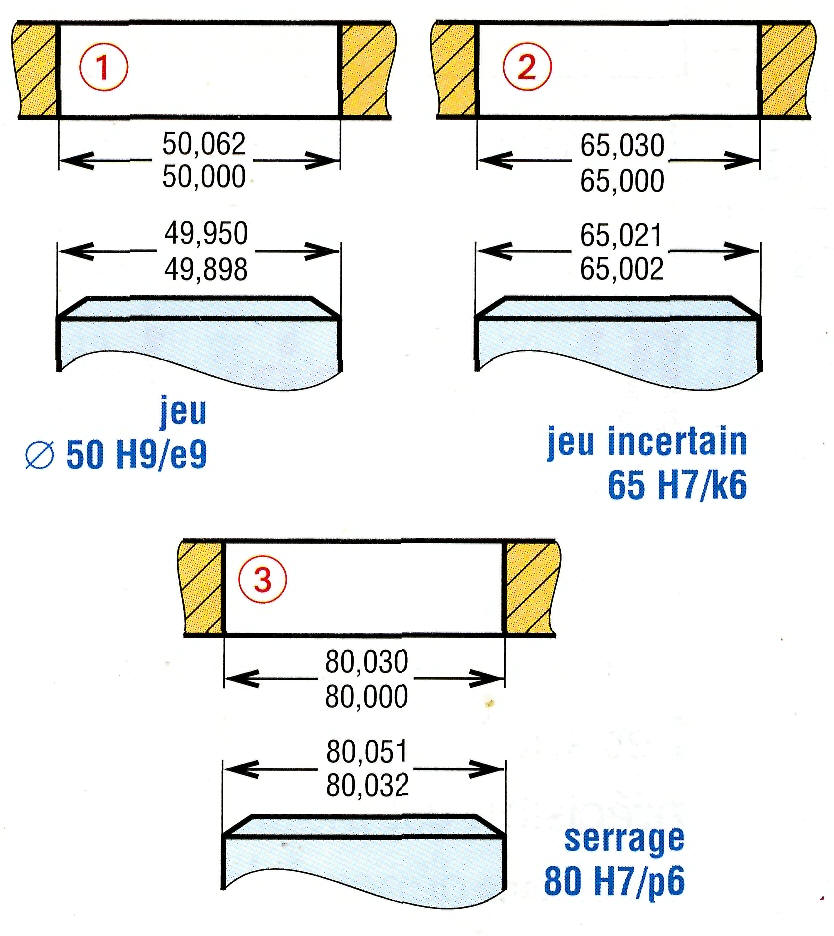
- Les ajustements avec jeu. Exemple : θ 50 H8/f7
- Les ajustements avec jeu incertain (jeu ou serrage). Exemple : θ 65 H7/k6
- Les ajustements avec serrage ou interférence. Exemple : θ 80 H7/p6
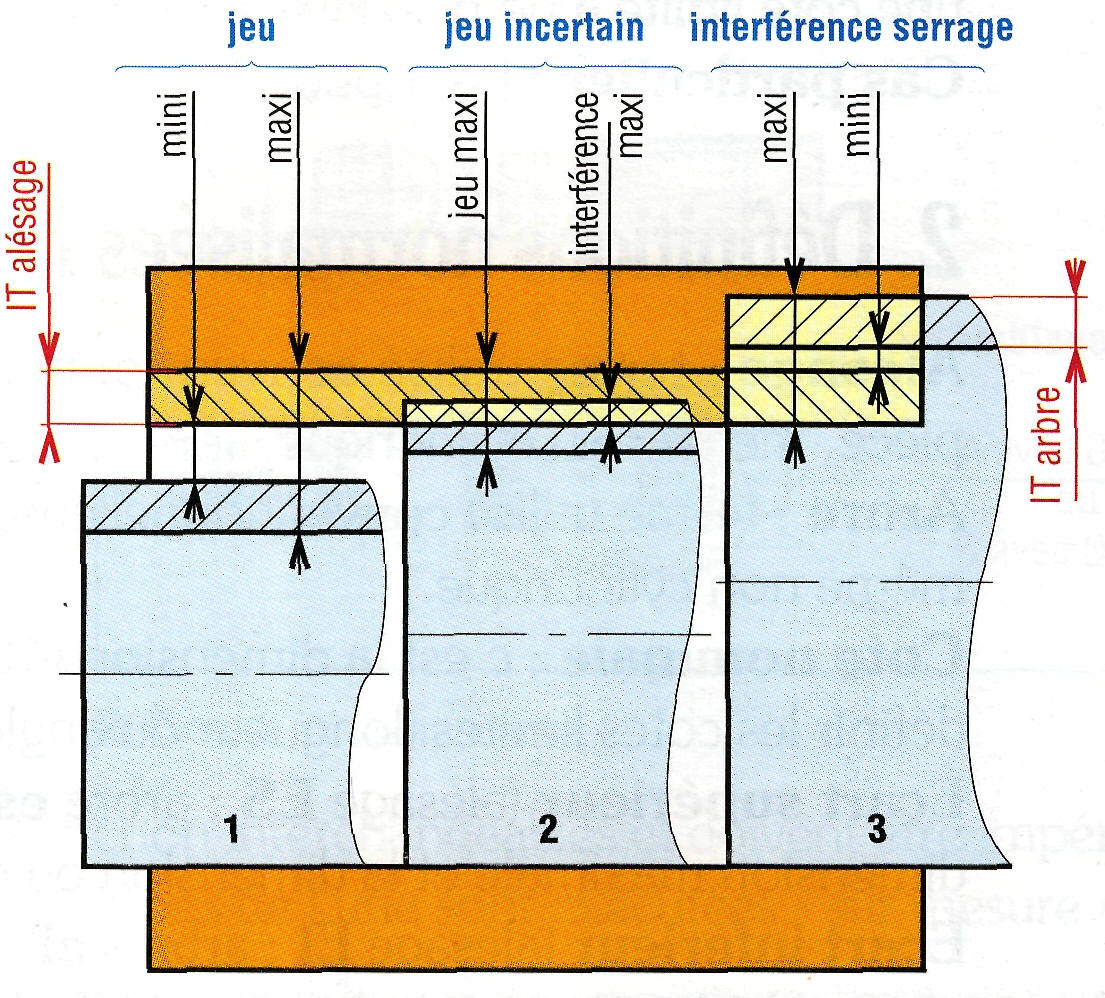
5. Jeu, jeu incertain, serrage ou interférence.
Remarques : Dans le cas de l'ajustement 50H8/f7, le diamètre nominal est de 50 mm, et les valeurs définies par la normalisation sont :

6. Principe des ajustements normalisés ISO.
1. Désignation normalisée NF EN 20286-1 (ISO 286-1)
7. Symboles normalisés ISO.
Diamètre ou cote nominale (ajustement) :
il sert de référence (ligne zéro) pour positionner les intervalles de tolérance (IT) et les écarts supérieur et inférieur à la fois pour l'arbre (ei, es) et l'alésage (El, ES).
Écart fondamental ISO (lettres) :
il définit l'écart entre le diamètre nominal et l'intervalle de tolérance utilisé (ou la position de FIT par rapport à la ligne zéro). Il est repéré par une lettre majuscule pour les alésages (A à Z) et minuscule pour les arbres (a à z).
Remarque : les écarts H et h sont nuls ; l'IT démarre directement sur le diamètre nominal.
Degré de tolérance ISO (chiffres) :
ensemble des tolérances correspondant à un même degré de précision pour toutes les dimensions nominales. Exemple : IT7 ou « 7 ».
Classe de tolérance ISO :
c'est l'ensemble d'un écart fondamental et d'un degré de tolérance. Exemples : H7, P6... (pour les alésages) ; g6, h9... (arbres).
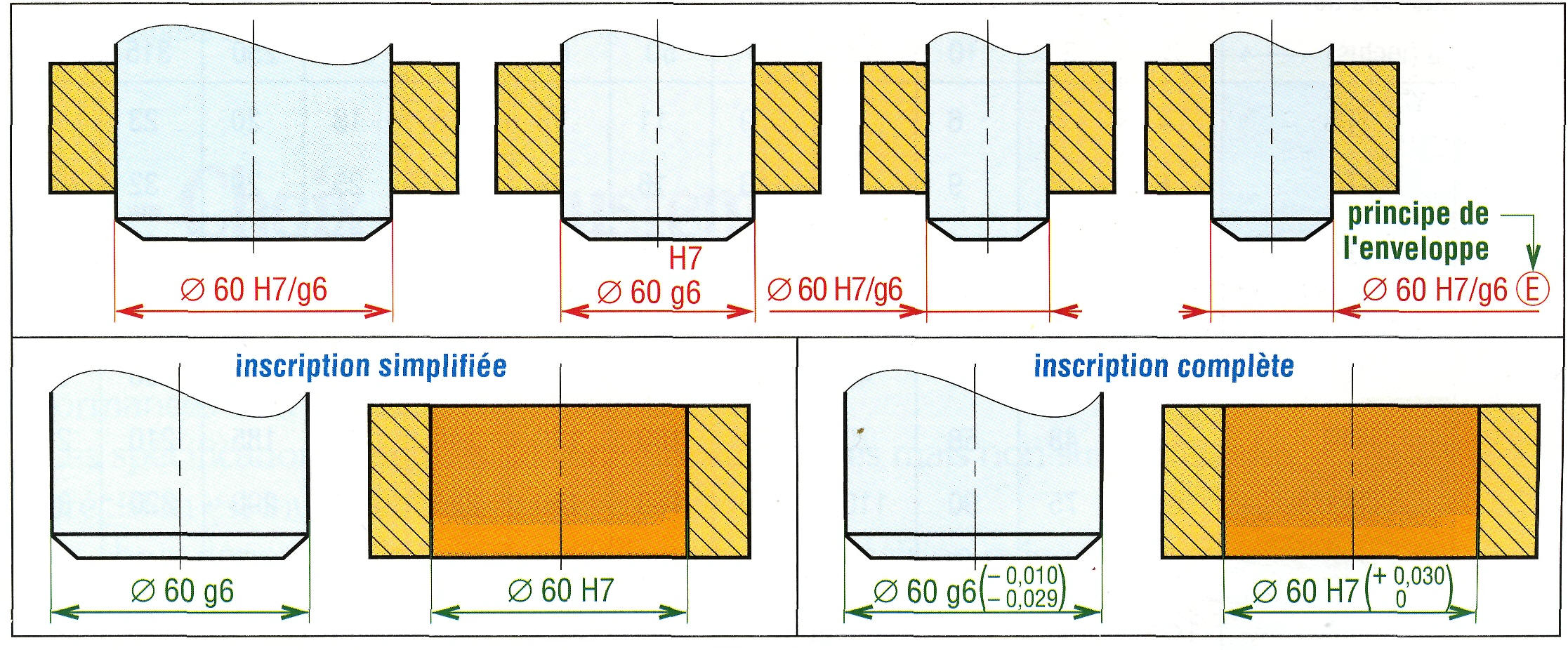
2. Inscriptions normalisées (NF ISO 406)
a) Inscription sur les dessins d'ensemble
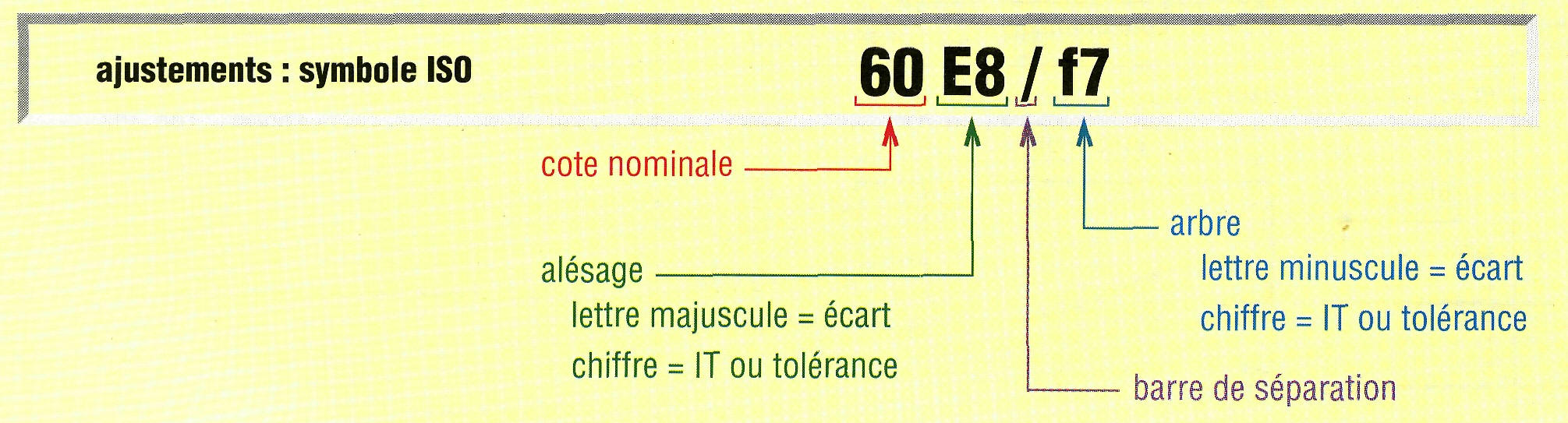
L'inscription à indiquer est celle de la cote d'ajustement ou de la cote d'assemblage. Soit dans l'ordre :
- Cote ou diamètre nominal.
- Écart et tolérance de l'alésage : lettre majuscule plus un chiffre ; barre de séparation (/).
- Écart et tolérance de l'arbre : lettre minuscule plus un chiffre.
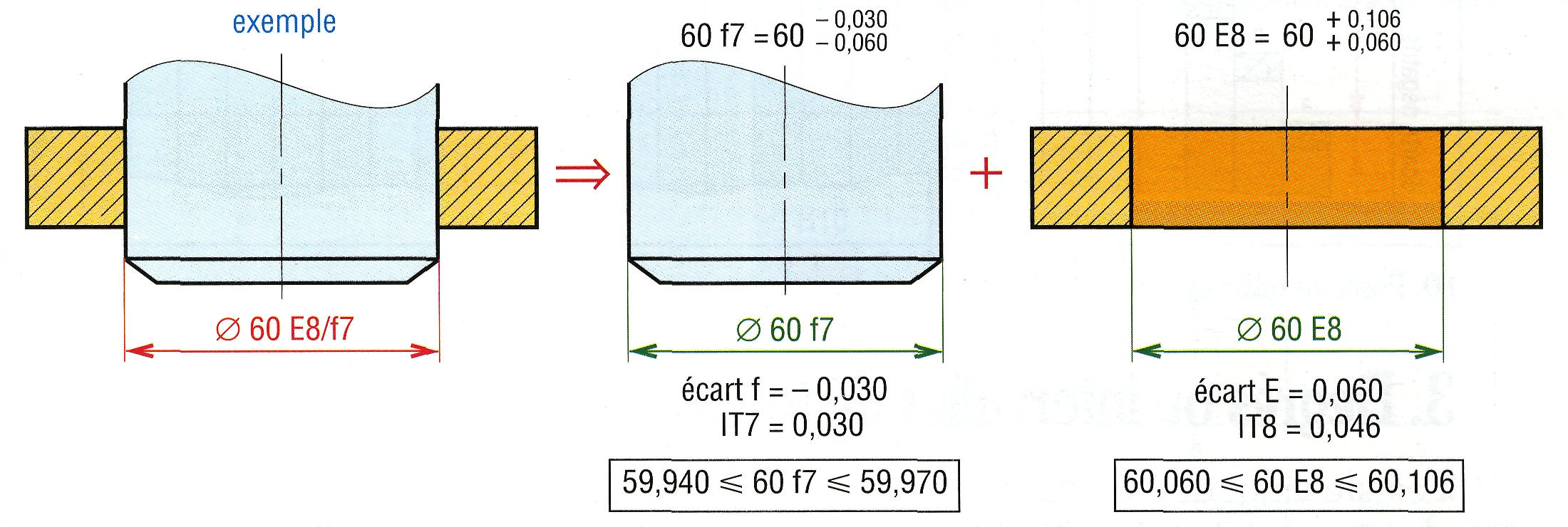
8. Exemple d'inscription et signification correspondante.
b) Inscriptions sur les dessins de définition ou de détail
Inscrire la cote tolérancée (cote nominale + lettre + chiffre) de la forme de l'objet dessiné. Au besoin, les écarts peuvent être indiqués à droite de la cote tolérancée ou dans un tableau récapitulatif.
Remarque : s'il est nécessaire d'avoir une forme parfaite obéissant à l'exigence de l'enveloppe, la désignation doit être suivie du symbole E entouré.
9. Inscriptions normalisées à utiliser en cotation d'ajustements.
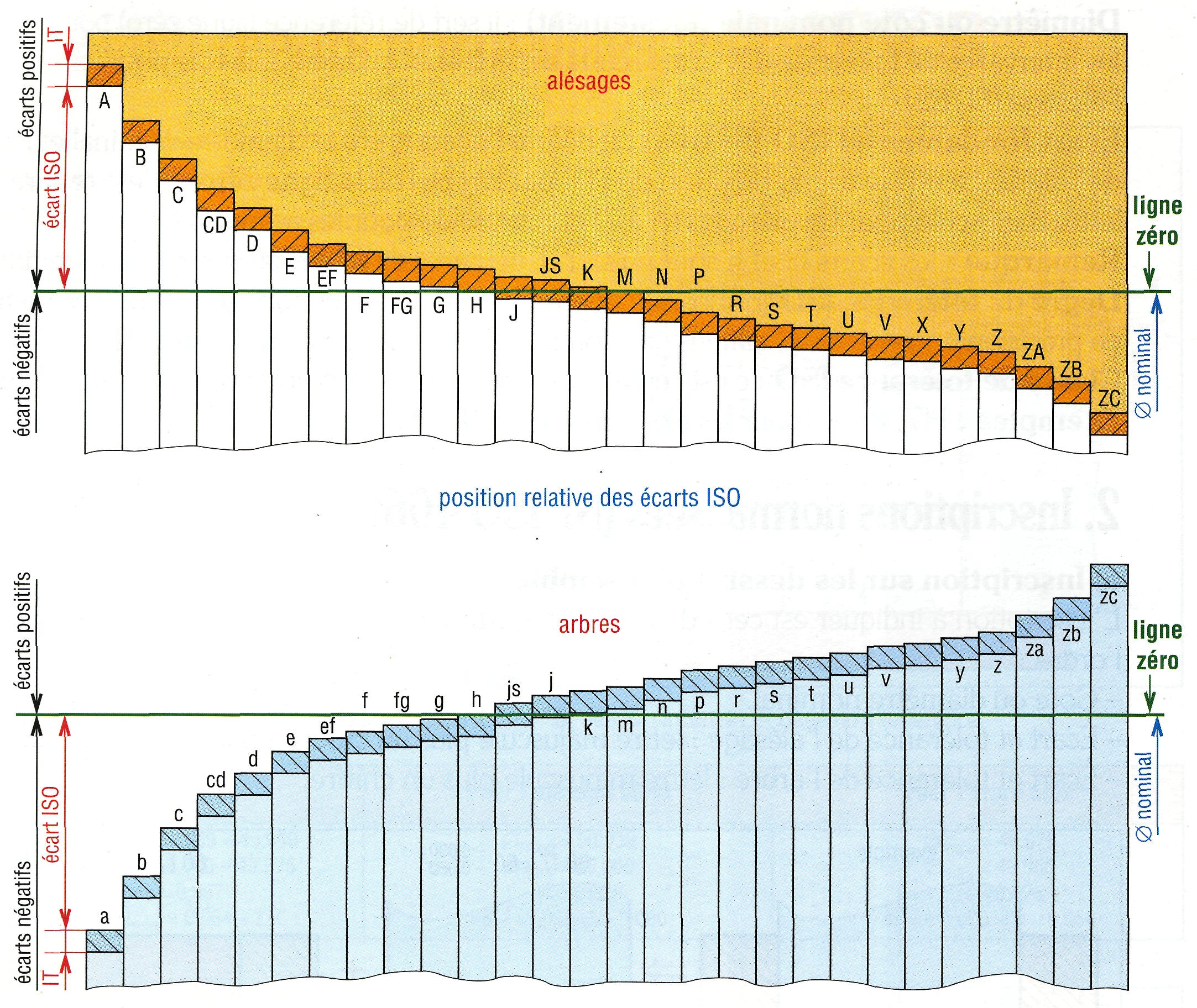
10. Positions relatives des écarts ISO.
3. Degrés ou intervalles de tolérances normalisés
II existe vingt degrés de tolérances ou de qualités normalisées par l'ISO. Ces degrés sont repérés par les chiffres [01, 0, 1,...,18] ou par [IT01, ITO, IT1,..., IT18].
Les valeurs usuelles sont : IT5 à IT13. Le degré de précision va en diminuant au fur et à mesure que le chiffre de la qualité augmente. Pour une même qualité (ou chiffre) l'intervalle de tolérance (IT) augmente avec les dimensions.
4. Propriétés
L'association écart (lettre) plus degré (chiffre) constitue une classe de tolérance et permet d'obtenir un grand nombre de cotes tolérancées possibles : 30g5, 0 50f6, 50 H7, 0 60M6....
La combinaison de ces cotes tolérancées permet d'écrire un grand nombre de cotes d'ajustement possibles pour définir les jeux ou serrages des assemblages (0 50H7/f6, 60 H8/p7.. .).
a) Jeu mini des ajustements
II dépend uniquement des lettres (écarts) choisis et est indépendant des chiffres (qualité).
Exemple : tous les ajustements construits à partir de H/f (30H9/f9, 30H7/f6, 30H6/f6...) ont le même jeu mini (20 um pour la cote de 30) (voir fig. 11).
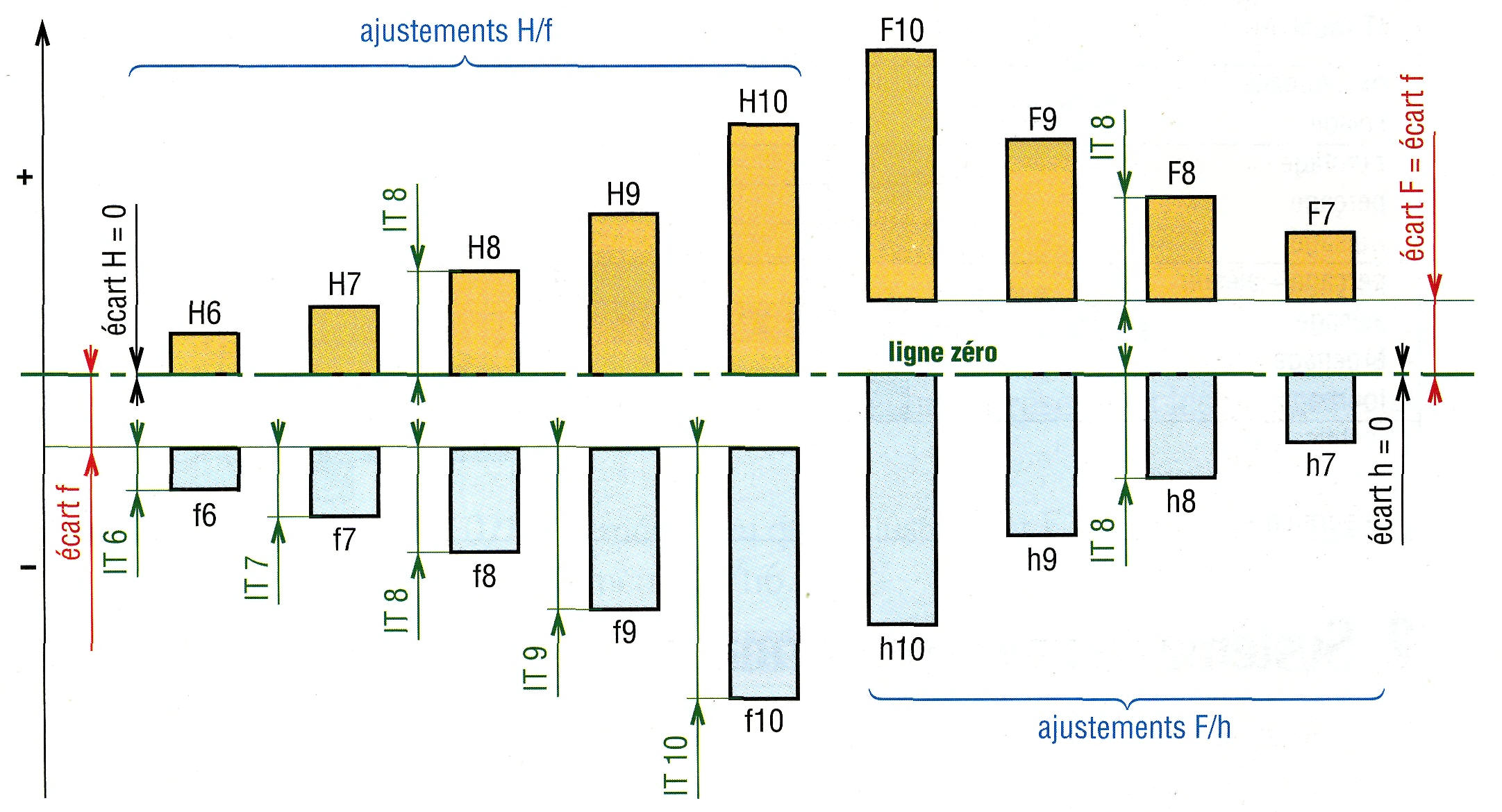
11. Exemples d'associations entre tolérances et écarts fondamentaux.
b) Jeu maxi des ajustements
II dépend à la fois des lettres (écarts) et des chiffres (qualités) choisis, avec les mêmes lettres le jeu maxi augmente avec le chiffre de la qualité.
Exemples :

Remarque : à qualité (chiffre) égale, le jeu peut être augmenté en augmentant l'un des écarts de base. Exemple : remplacer H/f par H/e ou E/f...
IV - Choix des ajustements
Le choix des ajustements est une étape importante dans la conception des machines. Les performances et la qualité en dépendent.
Les spécifications retenues doivent être suffisantes mais non surabondantes. Une trop grande précision est inutile et coûteuse.
Le choix dépend de la liaison à réaliser et de la précision exigée pour le guidage. Y a-t-il jeu ou serrage ? Les pièces sont-elles mobiles ou immobiles ? S'agit-il d'un positionnement ou d'un centrage ? La liaison doit elle transmettre des efforts ? Quels sont les coûts ? Les moyens ?
1. Critères de choix
Les coûts augmentent avec le degré de précision exigé. Schématiquement, au-dessous de l'intervalle de tolérance 0,1 à 0,05 mm les coûts augmentent très rapidement (voir fig. 12).
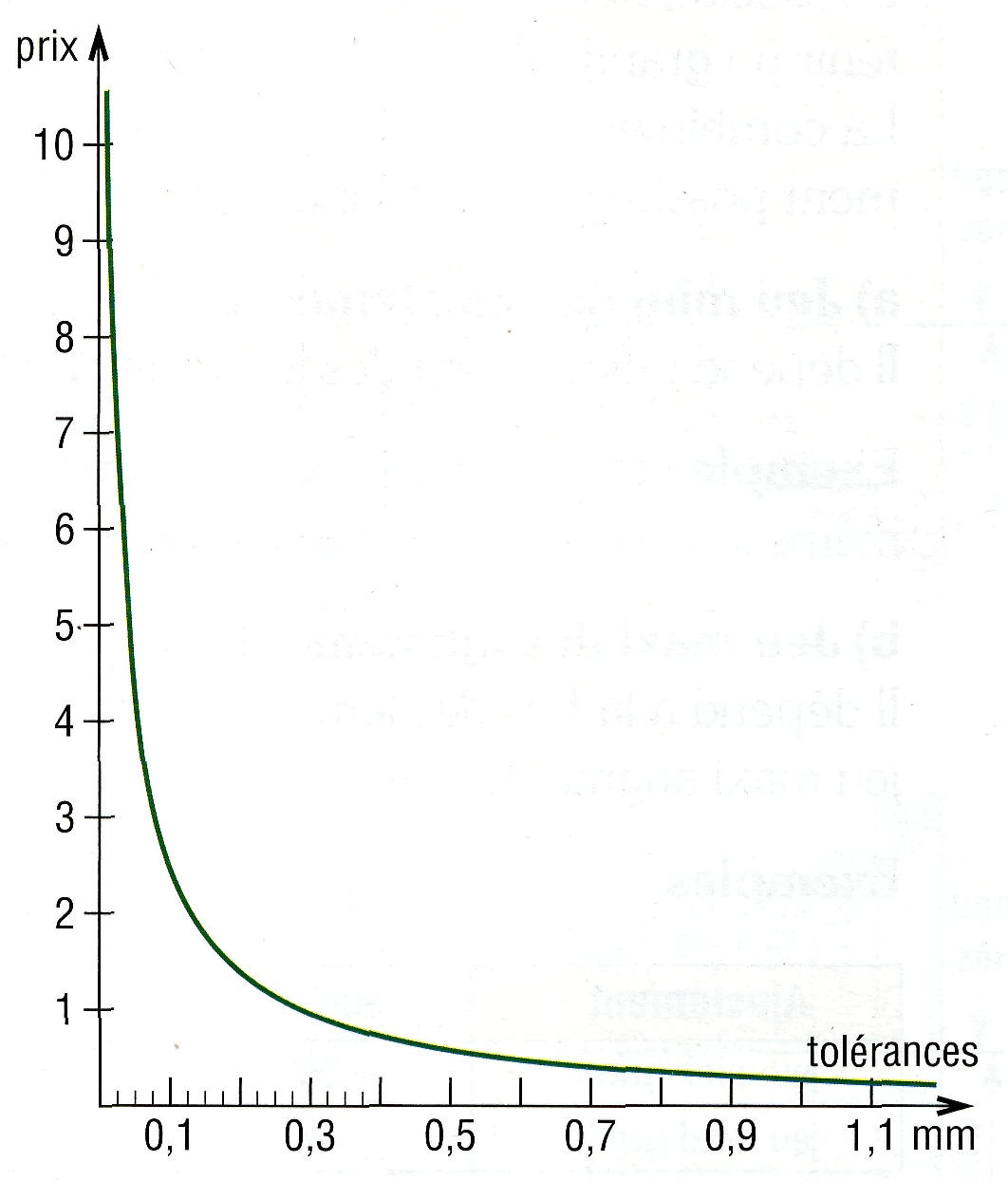
12. En production : coûts comparés indicatifs en fonction de la tolérance.
Le tableau ci-dessous donne des indications sur les qualités que l'on peut attendre (en moyenne) des principaux procédés d'usinage.
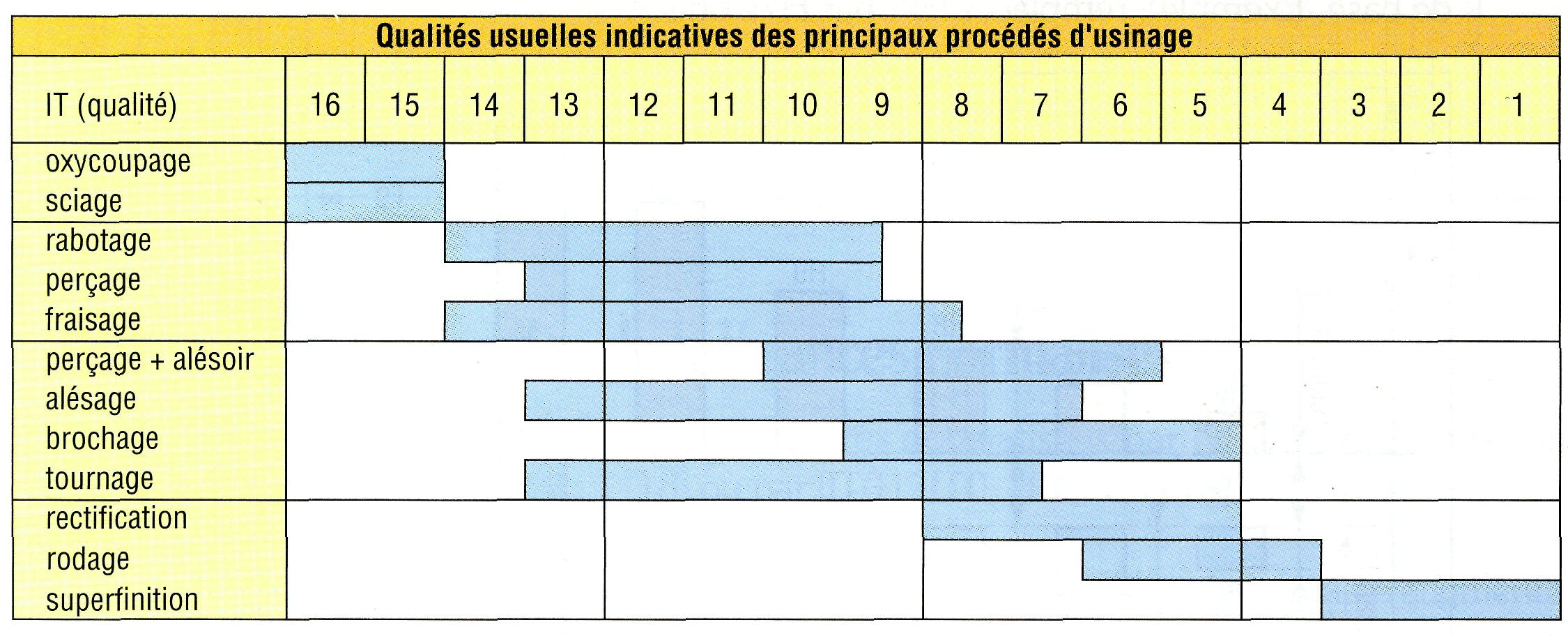
Pour un ajustement, on associe le plus souvent un alésage de qualité donnée avec un arbre de la qualité voisine immédiatement inférieure (sensiblement mêmes difficultés d'obtention et mêmes coûts).
Exemples : H7/f6, H6/g5, D10/h9...
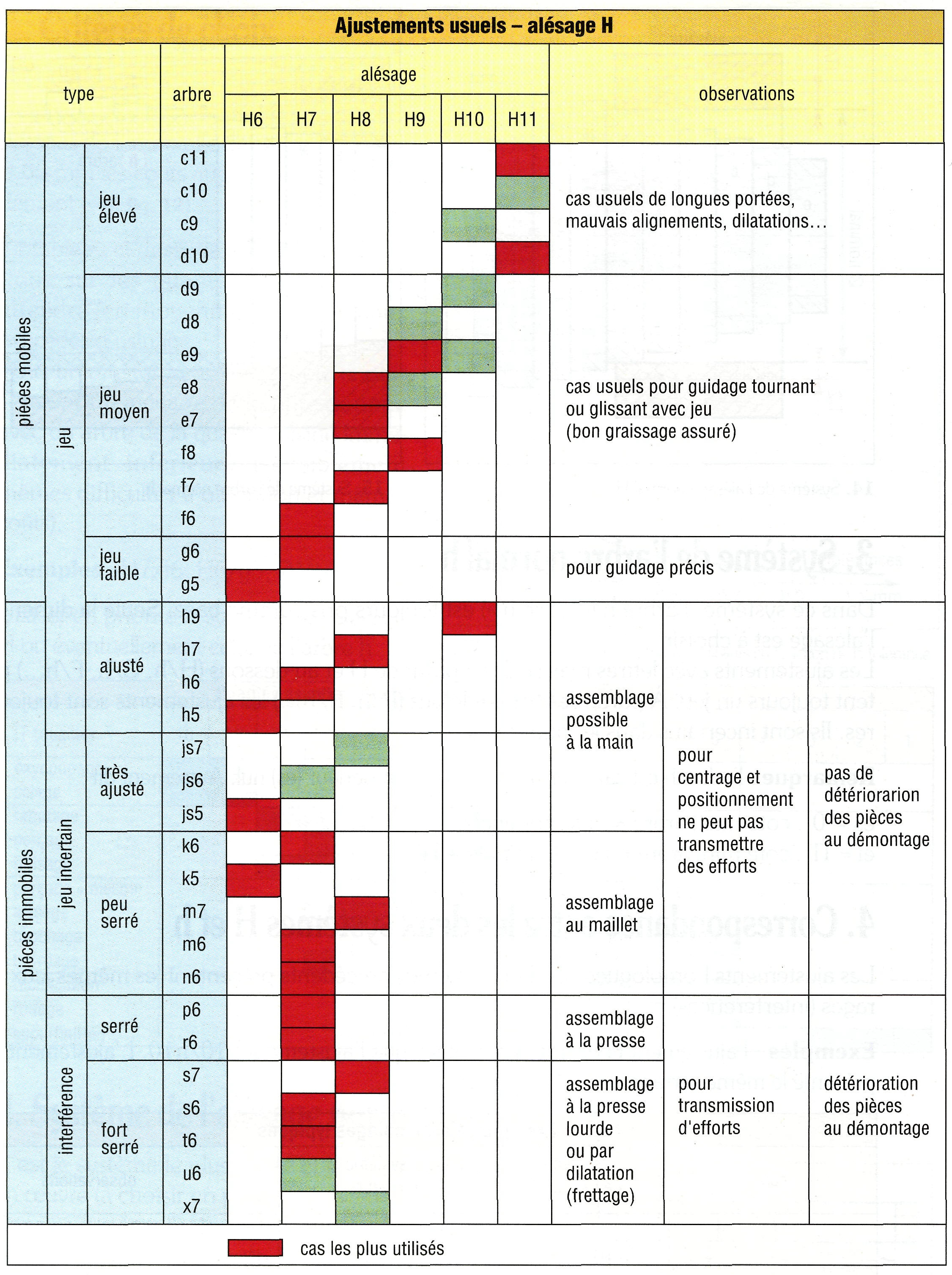
Utiliser en priorité le système de l'alésage H ou éventuellement celui de l'arbre h.
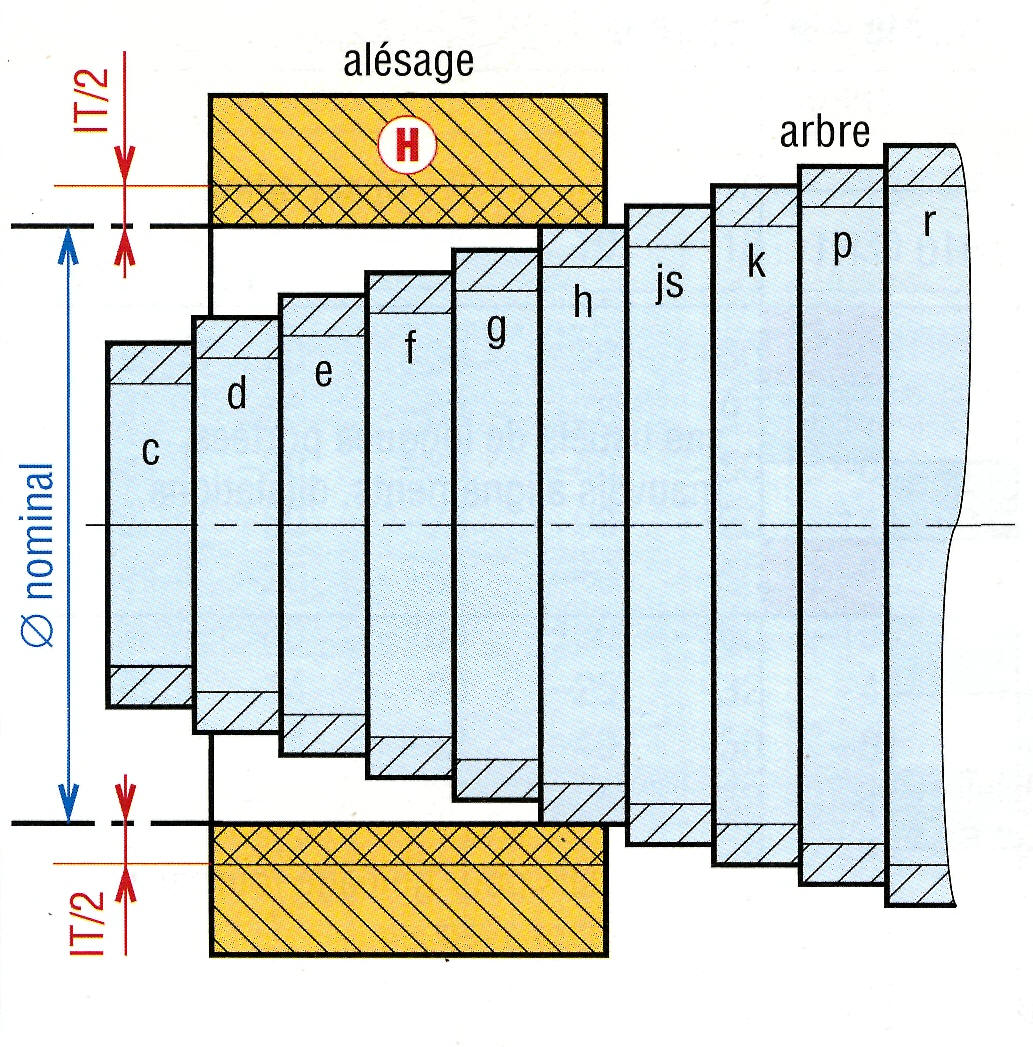
2. Système de l'alésage normal H
C'est le système le plus utilisé et le plus facile à mettre en œuvre (à choisir en priorité).
Dans ce système l'alésage H (« la lettre H ») est toujours pris comme base. Seule la dimension de l'arbre (lettre + chiffre) est à choisir.
Propriétés : les ajustements avec lettres minuscules à partir de h et au-dessous (H/h, H/g, H/f...) présentent toujours un jeu croissant en allant de h à a. À partir de p et au-dessus (H/p, H/Y...) ils sont toujours serrés ; serrage croissant en allant de p à z. Ils sont incertains (jeu ou serrage) dans les autres cas (entre h et p).
Remarque : l'alésage H est caractérisé par un écart inférieur (El) nul. Autrement dit :
El = 0 : cote mini alésage = cote nominale
ES = IT : cote maxi alésage = cote nominale + IT
13. Exemples d'ajustements (alésage normal H)
 |
 |
| 14. Système de l'alésage normal H. | 15. Système de l'arbre normal h. |
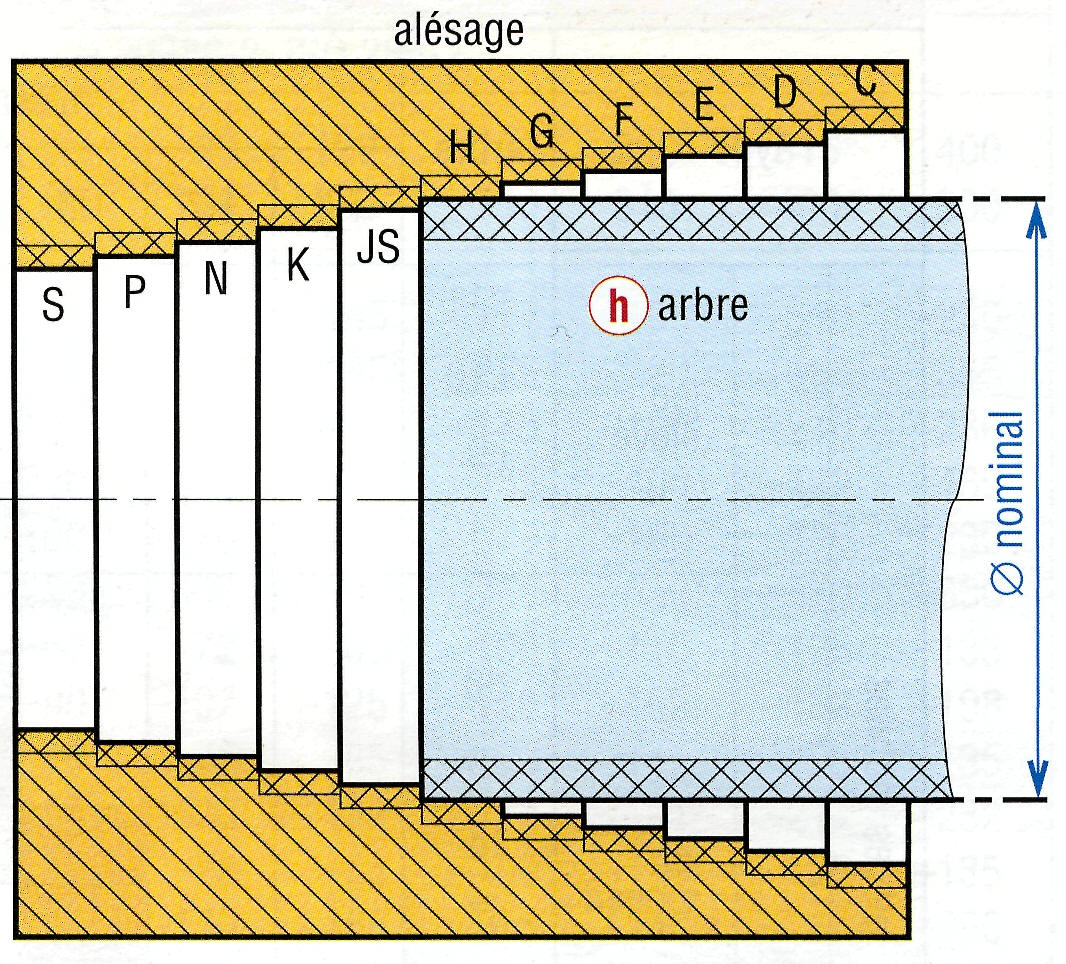
3. Système de l'arbre normal h
Dans ce système, l'arbre h (« lettre h ») est toujours pris comme base. Seule la dimension de l'alésage est à choisir.
Les ajustements avec lettres majuscules à partir de H et au-dessous (H/h, G/h, F/h...) présentent toujours un jeu. À partir de P et au-dessus (P/h, R/h...) les ajustements sont toujours serrés. Ils sont incertains dans les autres cas.
Remarque : l'arbre h est caractérisé par un écart supérieur (es) nul.
Autrement dit :
es = 0 : cote maxi arbre = cote nominale
ei = IT : cote mini arbre = cote nominale + IT
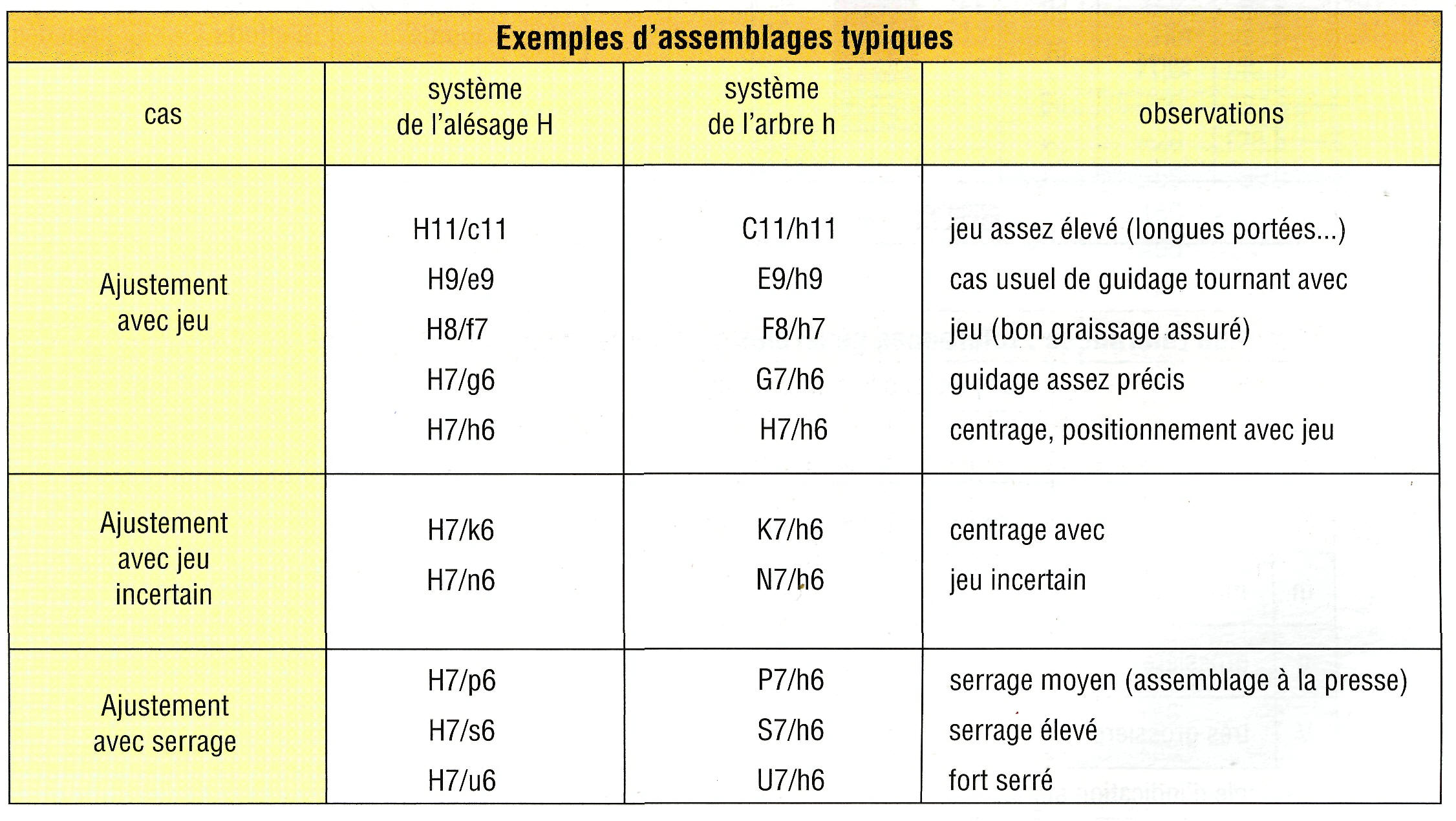
4. Correspondance entre les deux systèmes H et h
Les ajustements homologues des deux systèmes précédents présentent les mêmes jeux ou serrages (interférences).
Exemples :
l'ajustement HlO/flO a même jeu que l'ajustement FlO/hlO.
L'ajustement H7/r6 présente le même serrage que l'ajustement R7/h6...
![]()