Comment faire les soudures
Nous venons de voir que dans les tuyaux de fonte, les joints se font au moyen de l'étoupe goudronnée et du plomb fondu.
Le plomb est un métal très lourd d'un gris bleuâtre. Il pèse 710 Ibs au pied cube et fond à une température de 618° Fahrenheit. On le fait fondre dans un petit chaudron en fonte sur un brasier au charbon ou encore sur un chauffe-creuset ou une torche à gazoline. (Fig. 87 et 88).
Les tuyaux de renvoi et la tuyauterie en plomb se joignent au moyen de la soudure.
Fig. 74.— Fer à souder ou à étamer.
![]()
Souder c'est joindre au moyen de la soudure. La soudure des plombiers est un alliage d'étain et de plomb dont le point de fusion dépendra du pourcentage de chacun de ces deux métaux que contient l'alliage.
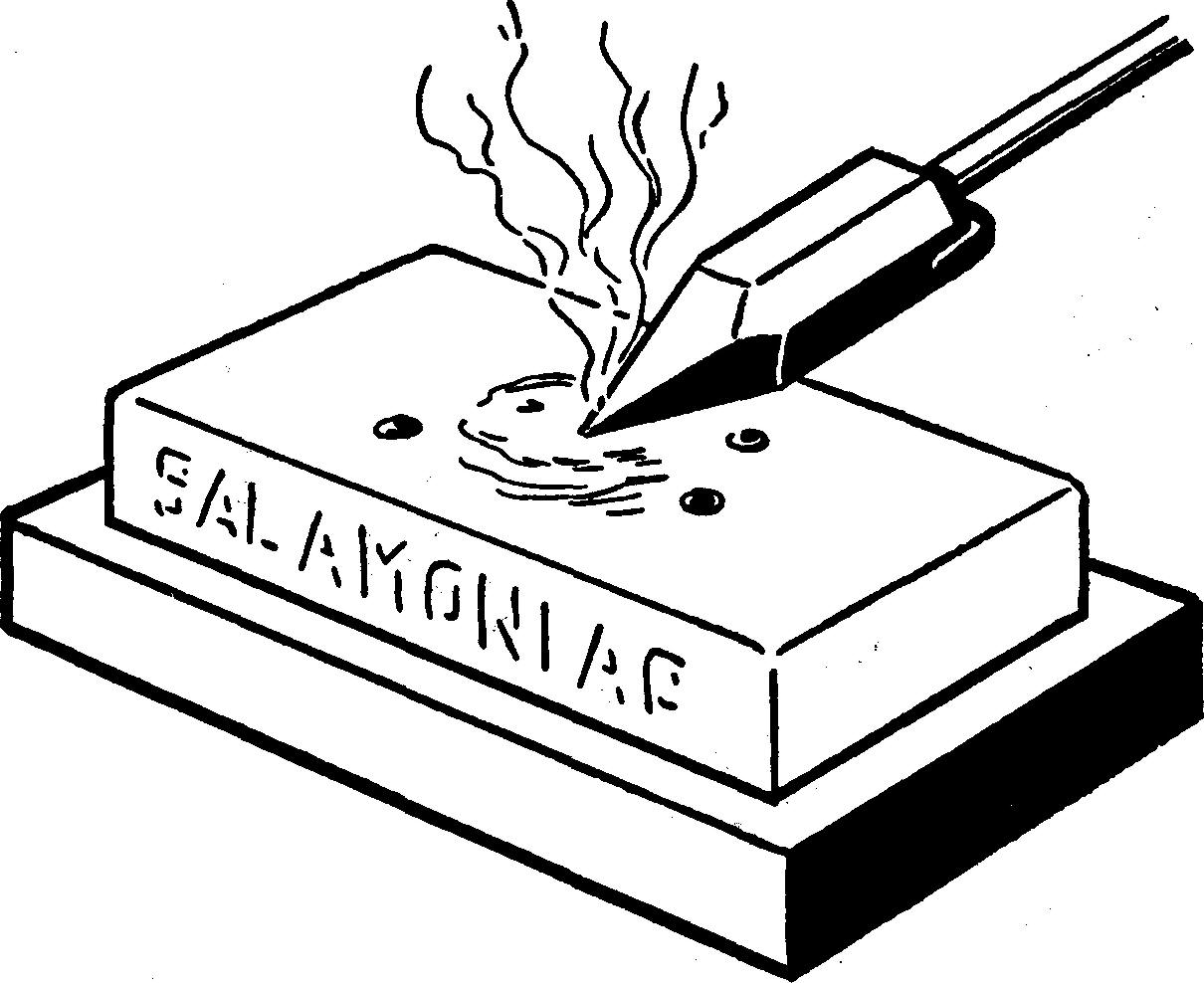
Fig. 75.— Décapage du fer à souder au moyen du sel ammoniac sur lequel on a laissé tomber quelques gouttes d'étain chaud.
L'étain est un métal blanc, relativement léger et très malléable. Il pèse 437 lbs au pied cube. C'est un métal de faible ténacité et, de tous les métaux communs, c'est le plus fusible car il fond à 466° Fahrenheit.
Étamer c'est appliquer sur un métal oxydable une couche très mince d'étain ou d'un autre métal non oxydable. On étame le cuivre pour le souder avec l'étain. On étame aussi les ustensiles de cuisine en cuivre pour les protéger de l'oxydation.
Fig. 76.— Lorsqu'on utilise la résine comme décapant, il faut en placer quelques grains sur une planchette et y frotter le fer à souder chaud. Faisant ensuite tomber quelques gouttes d'étain sur la résine, on en enduit le fer qui est alors prêt à continuer le travail de soudure.
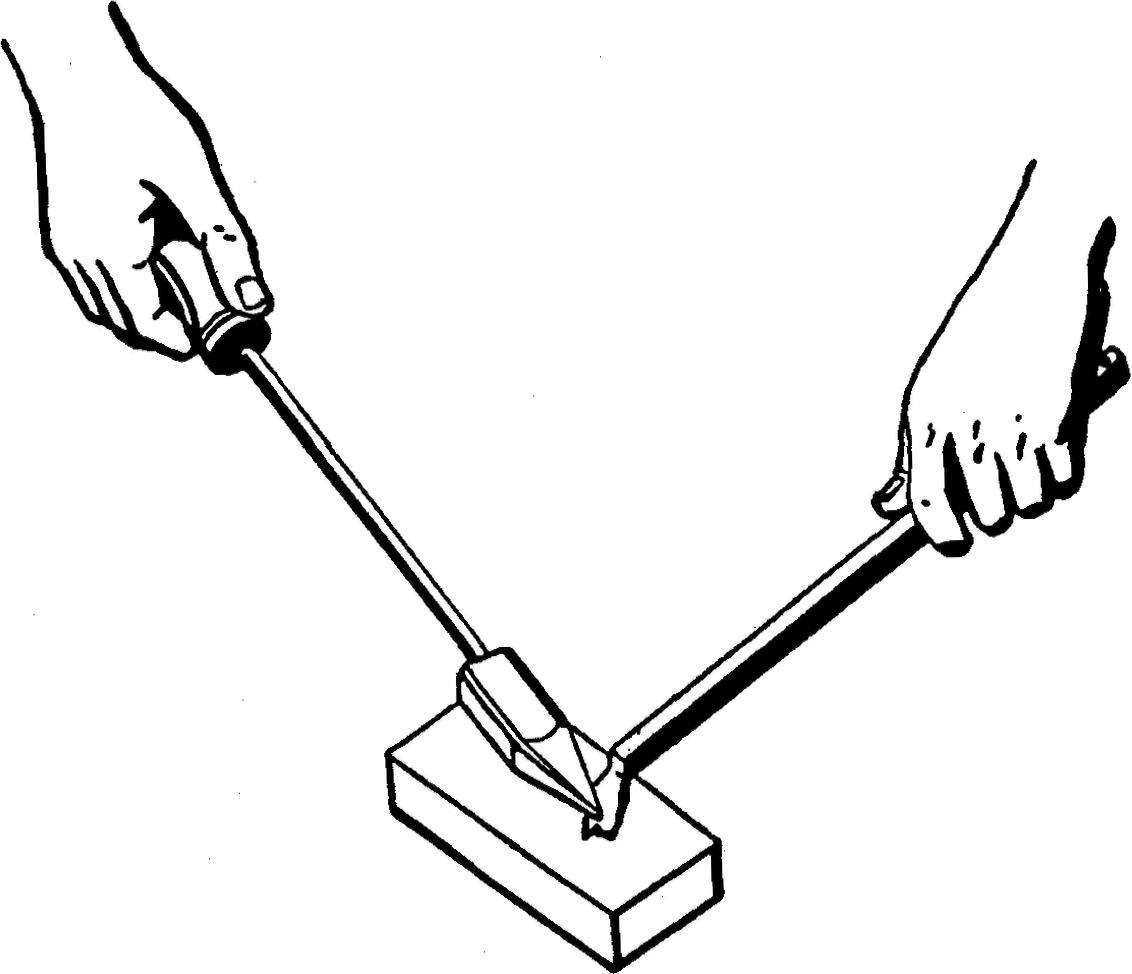
Fig. 77.— Un excellent moyen de tenir en place un travail qu'il faut souder au fer.
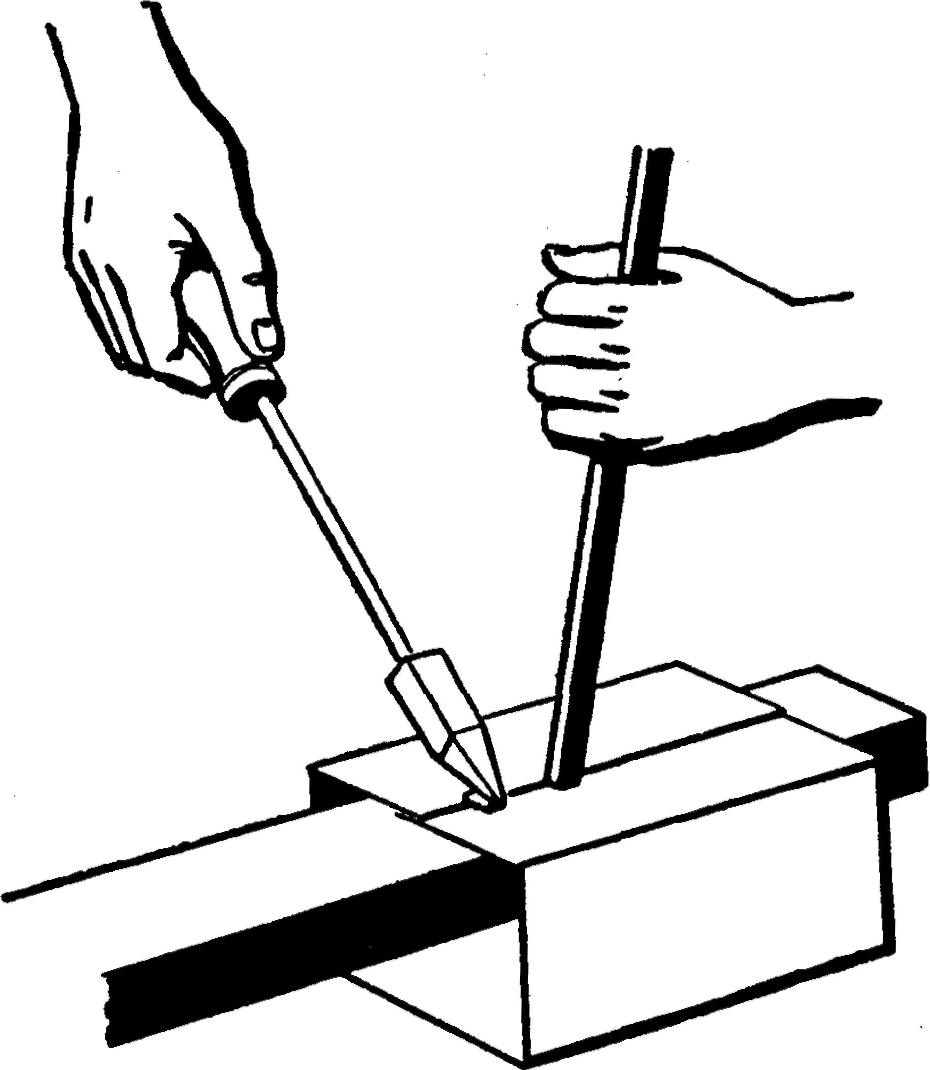
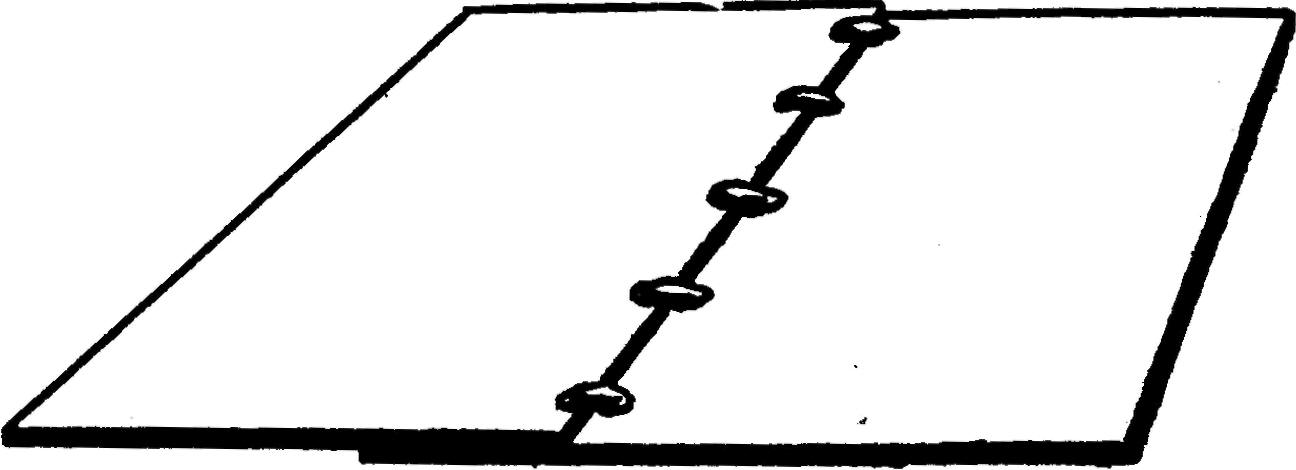
Fig. 78.— Soudure par points servant à maintenir en place les pièces à souder.
On emploie pour souder des bâtons faits d'un alliage d'étain et de plomb. Ce dernier fondant à 618° un alliage avec 50% d'étain aura un point de fusion de 401°.
Un alliage de 60% d'étain et 40% de plomb fondra à 368°. Le mélange qui fond le plus facilement est formé de 66% d'étain et 34% de plomb: il fond à 356° Fahrenheit.
Fig. 79.— Comment étendre la soudure sur un joint grâce au fer à souder.
Le métal à souder doit d'abord être débarrassé de sa couche d'oxyde: rouille, vert-de-gris, etc. Pour cela, on le passe à la lime; si on soude du plomb on le passe à la râpe (espèce de lime à grosses dents).
SOUDURE DES CONDUITES EN PLOMB
Le tuyau de plomb se soude bout à bout. Après avoir aminci l'extrémité du conduit en tronc de cône avec un grattoir (shave hook), (Fig. 80), on évase l'extrémité de l'autre tuyau, à l'intérieur, au moyen d'une toupie en bois ou en métal. (Fig. 81).
Fig. 80.— Grattoir de plombier.

Fig. 81.— Tuyau de plomb évasé prêt à recevoir l'extrémité amincie qu'on y soudera.
La soudure commune se fait en emplissant l'espace entre l'extrémité du tuyau et le cône que l'on presse l'un contre l'autre en versant le métal fondu. (Fig. 82 et 83).
Fig. 82.— Tuyau de plomb dont les deux extrémités ont été jointes, il ne reste plus qu'à verser le plomb pour compléter la soudure.
Fig. 83.— Soudure commune d'un tuyau de plomb terminée.

Fig. 84.— Comment exécuter une soudure essuyée dans la position horizontale.
Pour les ouvrages de première classe on essuie les soudures. Pour cela on marque d'abord l'endroit exact de la soudure que l'on passe à la râpe. On enduit ensuite-les abords d'une couche de suif et de noir de fumée sur laquelle la soudure ne pourra adhérer.
On soude les abouts des tuyaux après avoir évasé l'une des extrémités pour y insérer l'autre (voir notre fig. 81), puis on verse tranquillement le métal fondu sur le joint en tenant dessous un morceau de feutre épais.
Ce feutre sert à étendre avec la cuillère le métal en noyau (Fig. 84) avant qu'il ne durcisse; on enlève l'excédent de la soudure avec le grattoir. (Fig. 80).
Fig. 85.— Exécution d'une soudure essuyée dans la position verticale. On entoure la partie inférieure du tuyau d'un cornet de papier fort afin d'empêcher les parcelles de plomb fondu de tomber sur le parquet.
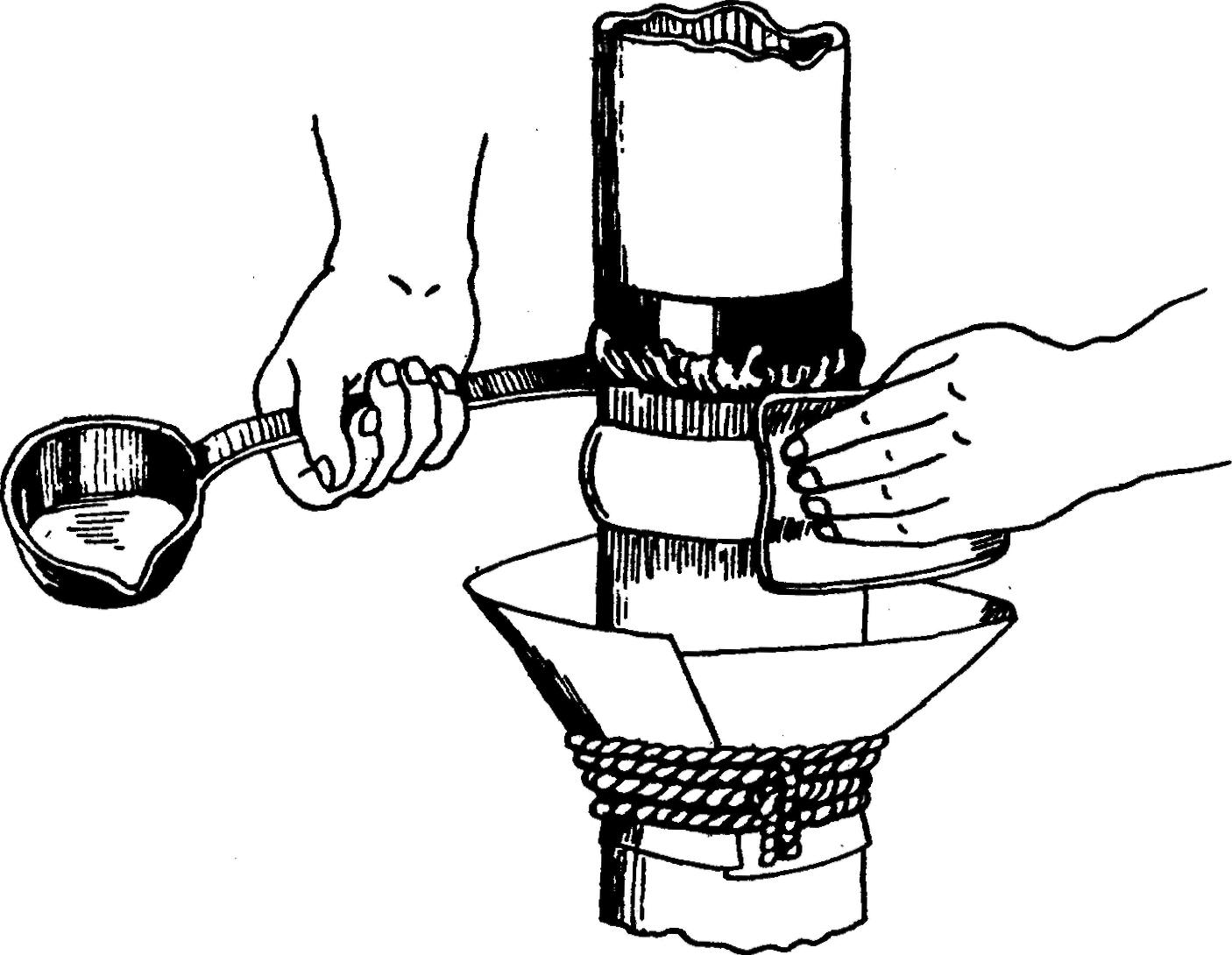
Fig. 86.— Apparence que présente le noyau de plomb une fois la soudure terminée.

CONDUITS EN CUIVRE ET ÉTAMAGE
Pour souder le cuivre avec un autre métal comme, par exemple, pour souder une bague en cuivre sur un tuyau de renvoi en plomb, on commence par nettoyer la surface du cuivre avec une lime puis on rétame.
L'étamage consiste à appliquer sur la surface du cuivre à souder une couche d'étain. Pour cela on passe à la râpe cette surface ainsi que l'extrémité du tuyau de cuivre.
Ensuite on peut procéder à la soudure.
Comme pour les autres soudures on se sert d'un peu de résine égrenée que l'on place sur la partie à souder et l'on approche le fer à souder porté au rouge blanc, en mettant en contact un bâton d'étain à souder et les pièces de métal qu'il s'agit de souder.
TORCHE À GAZOLINE OU LAMPE À ESSENCE
Pour chauffer le fer à souder on l'enfouit dans un petit four en tôle contenant du charbon de bois ardent. On se sert plus généralement à cette fin d'une lampe à essence.
Il se fabrique en effet des lampes à essence portatives (Fig. 87), qui servent pour faire fondre le plomb dans une petite marmite en fonte et aussi pour faire chauffer les fers à souder. (Fig. 74).
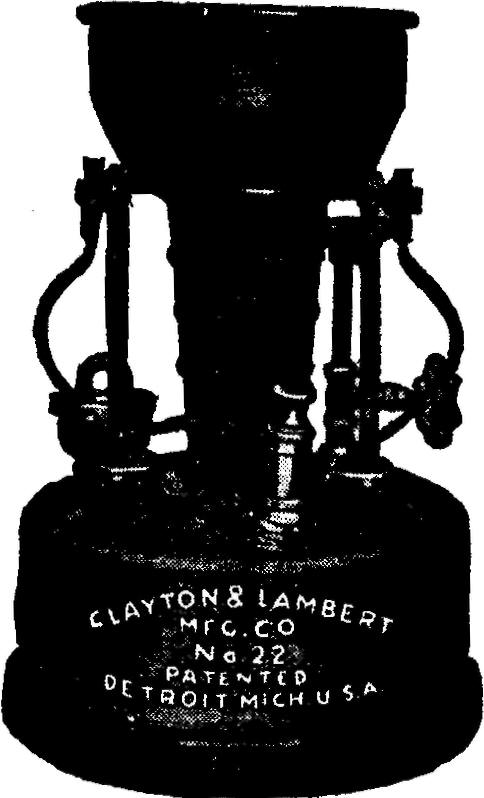
Fig. 87.— Chauffe-creuset à gazoline pouvant contenir un gallon d'essence.

Ces lampes appelées chauffe-creuset comportent un réservoir avec bouchon fermant hermétiquement pour recevoir l'essence et une pompe pour pousser l'air sous une certaine pression dans le réservoir.
Le brûleur est formé d'un petit tuyau servant de vaporisateur. Ce tuyau est entouré d'un auget dans lequel on verse quelques gouttes de gazoline qu'on enflamme pour chauffer le tuyau et convertir la gazoline en gaz.
Sous l'effet de l'air comprimé, cette gazoline atomisée donne une flamme bleue d'une haute température. En activant l'appareil avec quelques coups de pompe on obtient la flamme et la chaleur voulues.
II y a aussi la lampe à braser à essence (Fig. 88) avec chambre de volatilisation munie d'une soupape de sûreté.
Fig. 88.— Lampe à souder et à braser qui produit une flamme bleue d'dégageant une chaleur très intense.
La puissance calorique de ces lampes à braser permet de les employer pour des travaux exigeant une température très élevée. On peut s'en servir pour braser des tubes ou brides d'un certain diamètre.
Lorsqu'il s'agit de souder du cuivre sur un conduit d'acier on le brase.
Braser consiste à réunir deux morceaux d'un même métal ou de métaux différents à l'aide d'un autre métal plus fusible. On soude du cuivre sur du cuivre, avec du cuivre comportant un alliage plus fusible.
Le cuivre est le métal le plus employé pour braser les autres métaux, quoique l'on ait obtenu des alliages encore plus fusibles et plus avantageux comme la soudure à l'argent dont il est question dans notre section intitulé:
"Soudure 1951". Voir aussi Soudure
La soudure autogène des métaux se fait au moyen du chalumeau à l'aide d'un gaz — hydrogène, acétylène, gaz d'éclairage — mélangé avec de l'oxygène. (Fig. 89).
Fig. 89.— Poste de soudure autogène complet.

Le chalumeau oxhydrique est un instrument permettant, par la combustion d'un gaz avec l'aide de l'oxygène, d'obtenir une température des plus élevées. Il est utilisé pour la soudure autogène et, muni de certains organes auxiliaires, peut aussi servir à couper les métaux : plaques d'acier, boulons, etc.
Il se compose d'un bec en cuivre relié à un double conduit servant de poignée. De l'une des extrémités partent deux boyaux en caoutchouc reliés chacun à une bouteille métallique.
Chacune de ces deux bouteilles contient du gaz: l'une de l'hydrogène ou de l'acétylène ; l'autre de l'oxygène comprimé.
Chaque bouteille est munie d'un robinet sur lequel sont montés deux manomètres détendeurs donnant, l'un la pression dans le tube, et l'autre la pression de détente du gaz jusqu'à trois atmosphères.
En multipliant la pression indiquée, par la capacité de la bouteille, on connaît la quantité du gaz qu'il reste puis, par soustraction du chiffre initial, la quantité consommée.
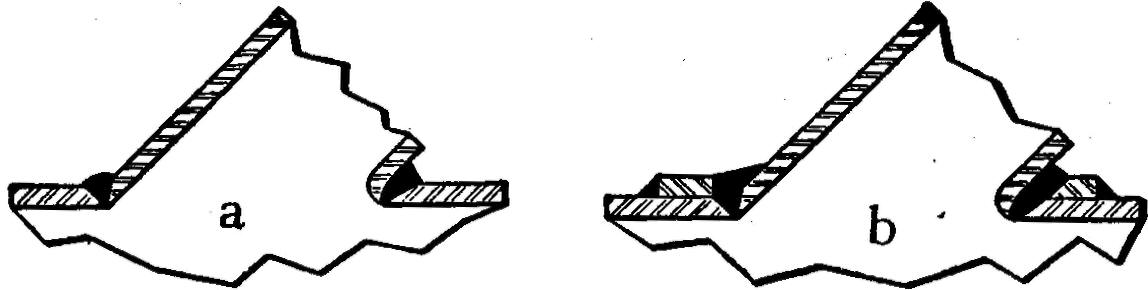
Fig. 90.— Coupe d'une soudure au chalumeau: a) sur une plaque de 3/4" ou moins; b) sur une plaque de plus de 3/4".
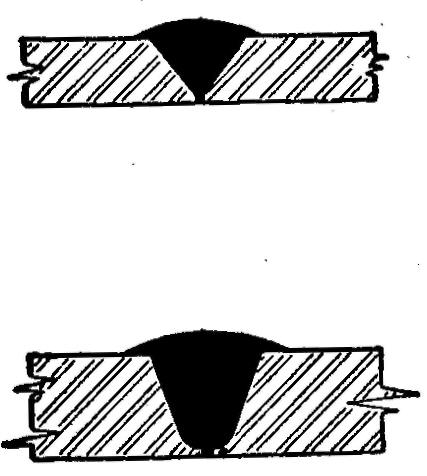
Fig. 91.— Soudure autogène des tuyaux de grand diamètre: a) coude; b) bouchon.
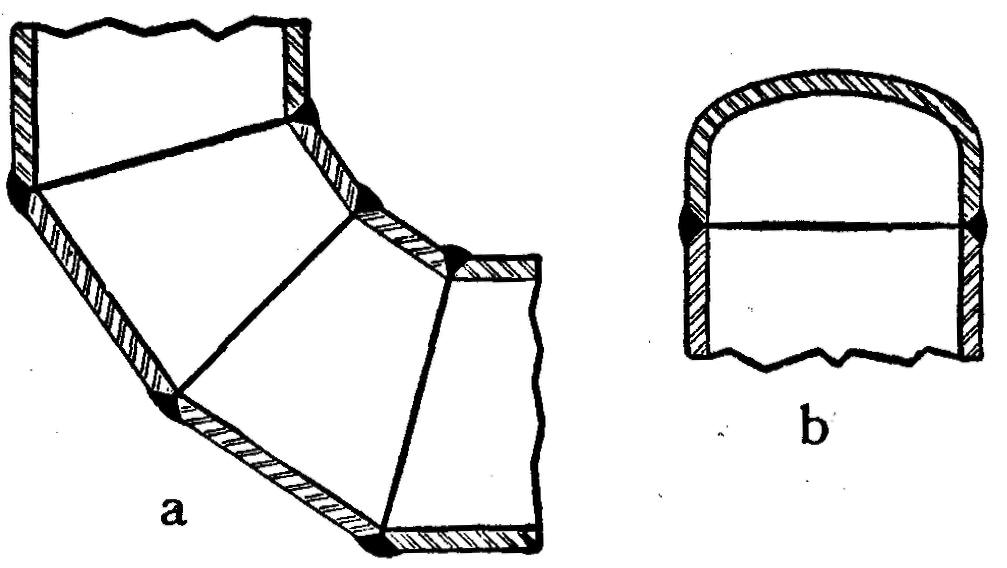
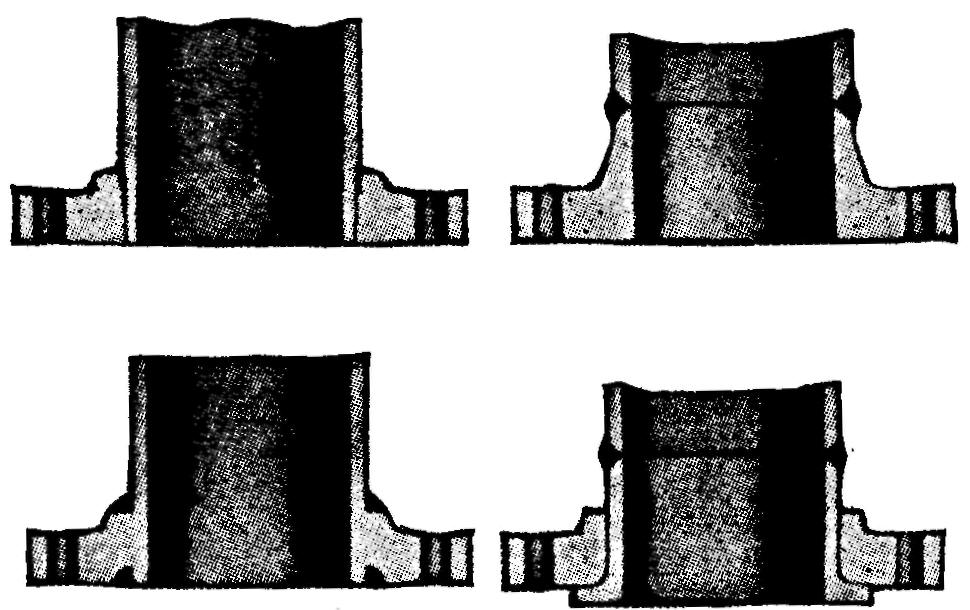
Fig. 92.— "T" soudés; a) soudure normale; b) soudure renforcée. A noter de chaque côté les procédés différents de soudure autogène.

Fig. 93.— Manchons taraudés de plus petit diamètre que le maître-tuyau sur lequel ils sont soudés d'après deux méthodes différentes mais également bonnes.

Fig. 94.— "Y" formé au moyen de la soudure autogène: a) soudure ordinaire; b) soudure renforcée.
II se fabrique des chalumeaux aptes à fonctionner avec n'importe quel gaz combustible, malgré qu'on utilise chez nous l'oxygène et l'acétylène à l'exclusion de presque tous les autres.
On s'en sert pour la soudure du fer, de l'acier, de la fonte, du nickel, de l'aluminium, avec facilité et dans des conditions de sécurité extraordinaires.
Fig. 95.— Différentes applications de la soudure autogène par la Société Crâne aux brides servant à joindre des tuyaux qui sont appelés à subir de fortes pressions.
Il est absolument nécessaire d'employer des lunettes en verre noir pour protéger la vue contre l'éclat de la lumière et les parcelles enflammées qui se dégagent de ces chalumeaux.
Nous avons du reste préparé un manuel complet de soudure autogène et à l'électricité qui explique très en détail le fonctionnement de ces appareils et leur maniement efficace.

![]()