Régimes, avances et liquides refroidissants
Régimes
Le régime d'une fraiseuse est la distance, en pieds par minute, parcourue par chaque dent au fur et à mesure qu'elle coupe chaque copeau de métal.
Le nombre de tpm de la broche, nécessaire pour produire un régime voulu, dépend des dimensions de la fraise, et le régime le meilleur est déterminé par la nature du matériau taillé et du métal dont la fraise est faite.
Ces facteurs étant variables, on ne saurait spécifier des régimes de fraisage exacts; le tableau XVIII énumère les régimes approximatifs pour divers matériaux lorsqu'on se sert de fraises en acier rapide.
Les fraises en acier au carbone doivent être actionnées à environ moitié des régimes recommandés dans ce tableau.
Voici la méthode à employer pour changer les pieds par minute en tpm de la broche :
divisez 1/4 du diamètre de la fraise en X (régime de taille désiré).
Exemple:
un opérateur veut usiner une pièce d'acier à un régime de 35 tpm, avec une fraise d'un diamètre de 2";
1/4 de 2" = 1/2";
35 divisé par 1/2 = 70.
Il ajustera donc la broche de sa machine à un régime de 70 tpm.
Il n'existe pas de règles fixes qui régissent le régime des fraiseuses, mais l'expérience démontre que l'on doit tenir compte des facteurs suivants pour régler le régime:
(a) II ne faut pas faire tourner une fraise à refendre plus vite qu'une fraise à large face.
(b) Les fraises coniques d'angle (angle cutters) doivent fonctionner à des régimes plus lents que les fraises droites, pour ne pas endommager leurs dents, qui sont plus minces.
Pour les premières passes (tailles de dégrossissage), un régime modéré et une avance forte (coarse feed) donnent souvent les meilleurs résultats.
Pour la taille de finissage, la meilleure méthode sera exactement le contraire, i.e., un régime plus rapide et une avance légère.
En général, les fraises à dents ou lames rapportées ne résistent pas aussi bien que les fraises monopièces.
Le régime le plus rapide possible, compte tenu des circonstances, est le plus efficient, mais, sauf au cas de production à grand rendement, il n'est pas avantageux d'expérimenter en vue de déterminer les régimes maximum auxquels les fraises peuvent résister.
AVANCES
Dans les fraiseuses à commande individuelle par moteur, le mécanisme de l'avance est d'ordinaire indépendant du nombre de tpm de la broche; dans ces machines, l'avance (feed) est définie comme suit:
«la distance que parcourt la table en pouces par minute».
Lorsqu'ils parlent de l'avance, la plupart des machinistes disent tout simplement «1 pouce» ou «6 pouces», et ils entendent par là que la course de la table est de 1" ou 6" par minute.
Une fraiseuse populaire est munie d'une gamme d'avances variant de 1/2" à 40" par minute.
Tout comme pour les régimes, on ne saurait énoncer de règles définitives en ce qui concerne les avances à observer; la profondeur, la largeur et le type de la taille, le diamètre de la fraise, la façon dont elle est tenue, le régime, la puissance et la rigidité de la machine . . . tous ces facteurs combinés influencent l'avance à observer.
La tendance générale, chez les fraiseurs, est d'exagérer le régime et d'employer une avance insuffisante, ce qui émousse la fraise en fort peu de temps.
Si la pièce travaillée exige un dégrossissage et une taille de finissage, la pratique générale est de faire les premières passes avec tout le régime et toute l'avance que peuvent fournir la fraise et la fraiseuse, et de diminuer l'avance pour la taille de finis sage.
Il faut laisser au moins 1/64" de métal pour la taille de finissage.
L'avance des fraiseuses est de 0.002 à 0.250" par tour de la fraise, et elle dépend du diamètre de la fraise, de la nature du matériau, de la largeur et de la profondeur de la taille, des dimensions de la pièce travaillée, et du type de la fraiseuse (lourde ou légère).
Les fraises ordinaires résisteront à une avance forte, mais non les fraises angulaires. Une fraise ordinaire de 3" à 40 tpm, avançant de 0.040" par tour de la fraise, produira une surface unie et douce.
DIRECTION DE L'AVANCE
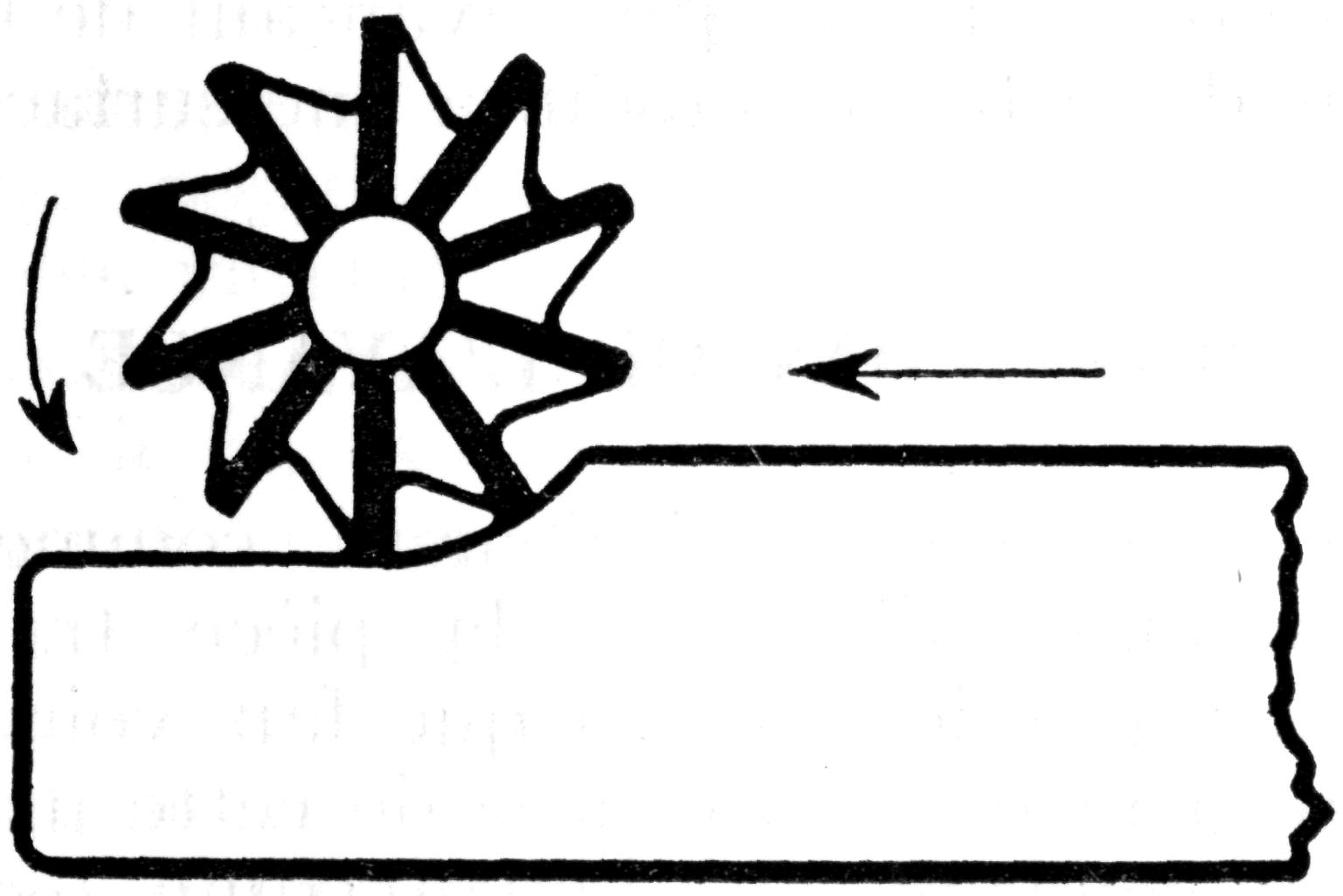
On considère généralement comme pratique standard d'avancer la pièce travaillée contre la fraise de la façon que fait voir la fig. 119.
Fig. 119.— Sens usuel de l'avance pendant le fraisage.
Si la pièce est avancée de cette manière, les dents coupent sous l'entartrage (écailles) qui peut se trouver sur la pièce, et tout choc qui peut se produire à chaque renversement de mouvement de la vis d'avance est absorbé par la force de la taille.
Exception
On recommande de renverser le sens de l'avance indiqué par la fig. 119, quand on coupe ou tronçonne du métal ou quand on fraise des rainures comparativement longues ou profondes.
Le sens de la rotation de la fraise est régi par la façon dont la pièce est tenue. La fraise devrait tourner de telle façon que la pièce «asse ressort» et s'éloigne de la fraise; alors il n'y aura pas tendance à ce que la force de la taille desserre la pièce travaillée.
Il ne faut jamais renverser la rotation d'une fraise, ce qui en briserait les dents.
S'il est nécessaire d'arrêter le travail pendant une taille de finissage, ne débrayez jamais l'avance automatique.
Une pièce ne doit jamais être remise sous la fraise à moins que celle-ci ne soit arrêtée ou que la pièce ne soit baissée.
Ne changez jamais les avances pendant que la fraise tourne.
LIQUIDES REFROIDISSANTS
Servez-vous toujours d'un lubrifiant ou d'un liquide refroidissant quand vous fraisez de l'acier ou des métaux forgés (la fonte est toujours fraisée à sec).
Ce liquide emporte avec lui les rognures et copeaux, toujours fâcheux à manier, produit un meilleur finissage, et tient la fraise fraîche, ce qui augmente sa capacité de travail d'un affûtage à l'autre.
Certaines fraiseuses sont munies de pompes qui fournissent un jet continu de liquide refroidissant sur la fraise; d'autres, sans pompes, peuvent être disposées de telle façon qu'un récipient permet au liquide refroidissant de couler, par gravité, sur la fraise à travers un tuyau.
Toutes les fraiseuses sont agencées de façon à économiser le liquide refroidissant, afin qu'on puisse s'en servir de nouveau, le plus souvent à l'aide d'un drain pratiqué dans le socle, (fig. 94).
Le tableau XVIII énumère les liquides refroidissants recommandés pour le fraisage des divers métaux.

![]()