Organes et nomenclature des tours à fer
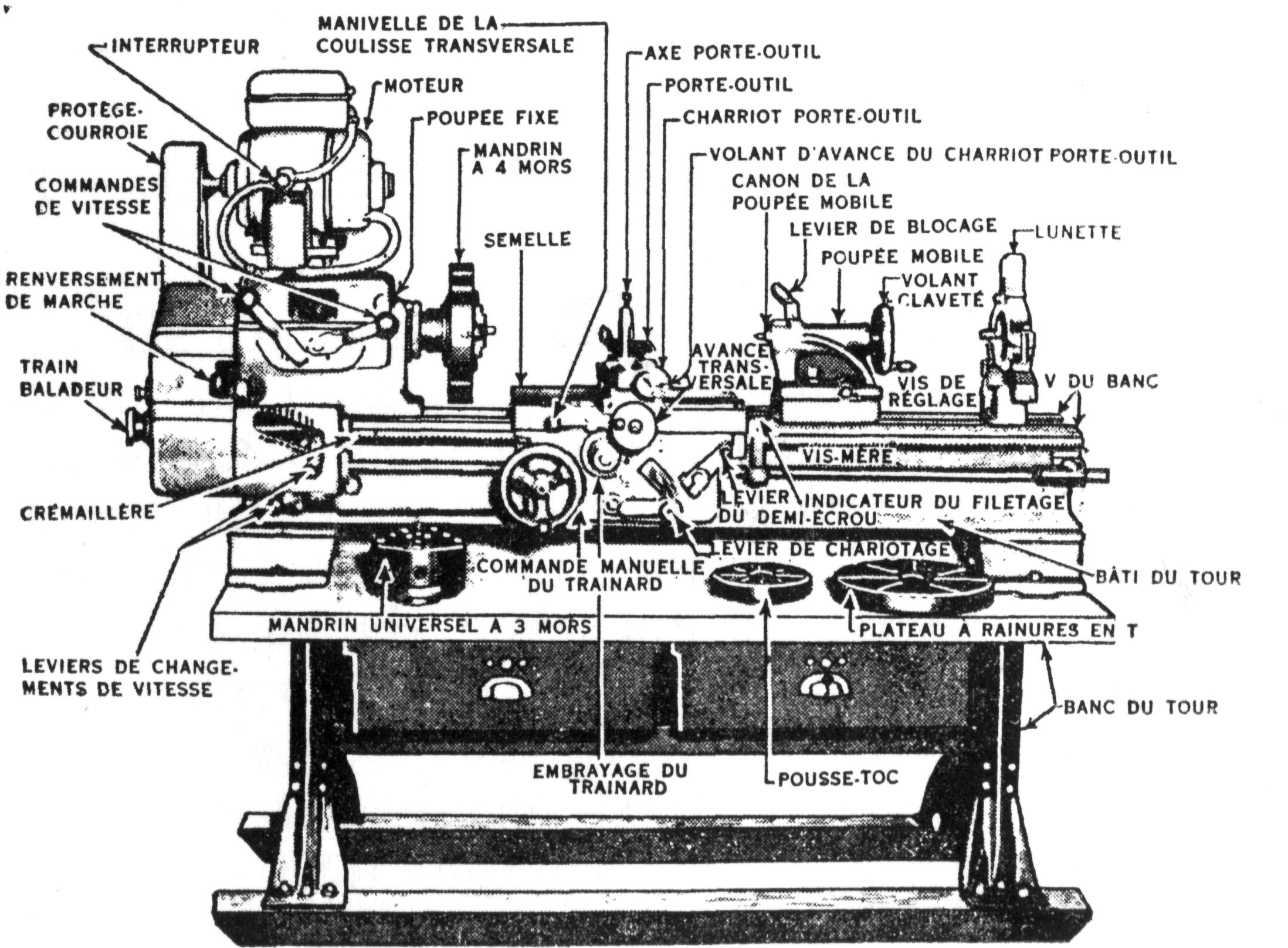
La fig. 16 fait voir un type populaire de tour d'établi à charioter, fileter, tarauder et décolleter, commandé par moteur, et à harnais d'engrenages.
Fig. 16.— Tour à fileter, pourvu de son harnais d'engrenages.
La seule différence essentielle entre ce tour et celui que fait voir la fig. 15 (Section Principe du tour a fer), est que ce dernier a des pieds qui reposent sur le plancher.
Toutes ses pièces et commandes sont clairement indiquées et nommées; lisez cette section et étudiez la figure 16 jusqu'à ce que vous compreniez la fonction de chaque organe.
Les tours de type analogue, fournis par divers fabricants, n'en diffèrent que par certains perfectionnements de détail, qui ne modifient en rien le principe de son fonctionnement.
Les organes et les commandes des tours de ce type sont d'ordinaire semblables, mais il est essentiel d'étudier les manuels publiés par les divers fabricants de tours, touchant leurs propres machines, avant d'entreprendre un travail, si simple qu'il soit.
LE BÂTI ou BANC
Le bâti d'un tour—qu'en terme du métier on appelle le banc — est le fondement sur lequel ce tour est installé. Il consiste en une pièce coulée unique, en fonte ou en semi-steel, composée de deux longerons massifs reliés par des entretoises.
Les glissières plates (flat ways) et les glissières en V, (V-ways) qui guident le chariot et alignent la poupée et la contre-poupée, sont usinées sur le banc même, et polies à la main avec la plus grande précision.
La fig. 17 fait voir un banc de tour typique, montrant clairement la glissière plane et les glissières en V.
Fig. 17.— Banc de tour, montrant les deux types de glissières communément employés.
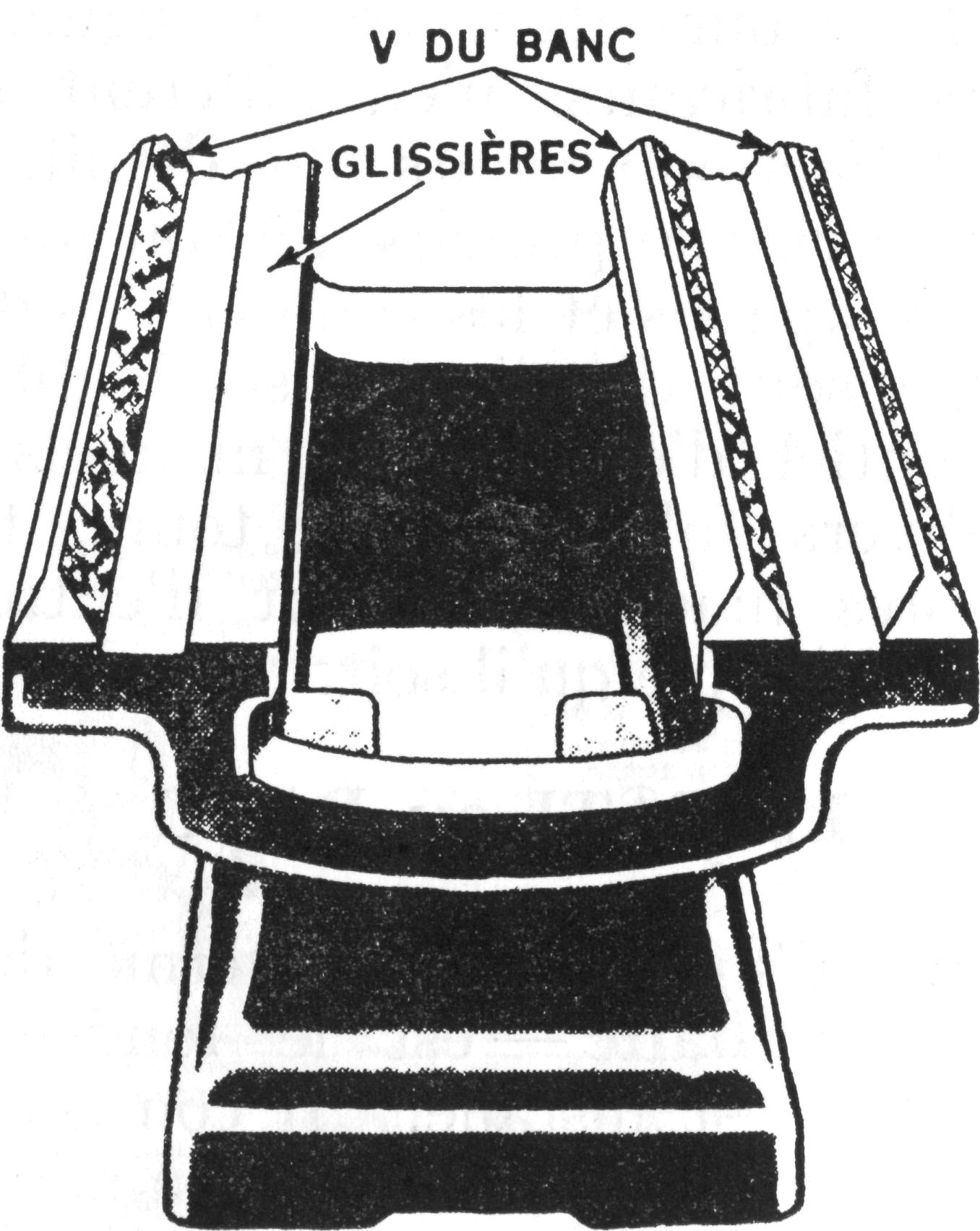
Ces glissières doivent être toujours tenues propres, et souvent essuyées avec un chiffon imbibé d'huile.
Vous endommagerez définitivement le banc si vous vous en servez comme d'une enclume pour enfoncer ou chasser des arbres, ou comme d'un établi pour les marteaux, clefs, mandrins, ou tout autre outil.
LA POUPÉE FIXE ou POUPÉE CONIQUE
L'assemblage complet d'une poupée fixe (headstock) consiste en sa pièce coulée principale (située exactement sur les glissières à la gauche de l'opérateur), et comprend la broche ou nez de l'arbre, la poulie conique, les arbres de renvoi, et les commandes.
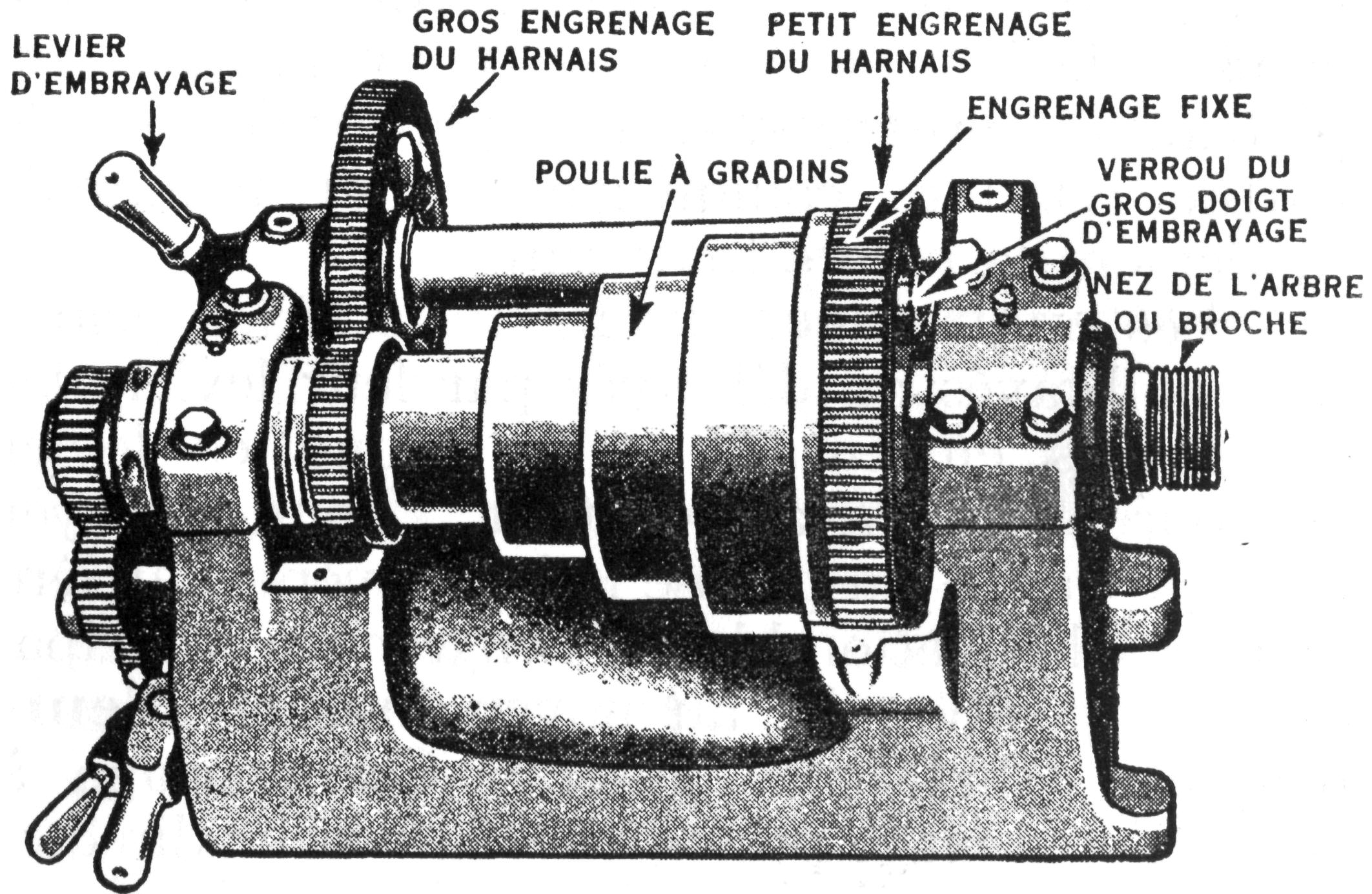
La fig. 18 fait voir une poupée à harnais d'engrenages — sans les protège-pignons (gearguards).
Fig. 18.— Poupée fixe (headstock) pourvue d'un harnais d'engrenages.
Il y a des tours qui n'ont pas de harnais d'engrenages (back gear), mais on ne s'en sert pas d'ordinaire à des fins d'utilité générale.
Le moteur ou l'arbre de renvoi transmet la force motrice à la poupée au moyen d'une courroie sur poulie conique attelée au harnais d'engrenages qui actionne à son tour la broche ou nez de l'arbre. Ou encore la force motrice est transmise directement à la broche si le harnais d'engrenage n'est pas embrayé.
De la sorte on a un choix de six ou huit vitesses de broche dans l'un ou l'autre sens de la rotation. La broche est creuse, filetée à un bout pour tenir un mandrin, plateau ou pousse-toc (faceplate); le nez de l'arbre est foré coniquement pour maintenir rigidement la pointe tournante.
Les engrenages du harnais (back gears) sont embrayés ou débrayés par leur levier; les engrenages entrent en prise quand ce levier est tourné vers l'avant du tour.
Pour débrayer les engrenages, on pousse le levier vers l'arrière de la machine et on bloque l'engrenage principal dans la position in au moyen du doigt d'embrayage (bull gear lock).
Ceci engage à la fois l'engrenage principal et la broche directement sur la poulie à gradins. Pour faire fonctionner la broche par l'intermédiaire du harnais d'engrenages, veillez d'abord à ce que le doigt d'embrayage soit dans la position out.
Si les engrenages du harnais ne sont pas en prise, et si le doigt d'embrayage est dans la position out, aucune force motrice ne sera transmise à la broche par le moteur.
On change le régime de la broche en avançant la courroie du contre-arbre d'un étage à l'autre des poulies à gradins, et en embrayant ou débrayant les engrenages du harnais.
La plupart des tours ont une plaque, que l'opérateur peut voir commodément; cette plaque indique, en chiffres, la position des commandes de la poupée pour obtenir les régimes disponibles de la broche en tpm.
Si votre tour n'a pas une de ces plaques, voyez le manuel du fabricant touchant le mode d'emploi.
POUPÉE FIXE À ENGRENAGES (Monopoulie)
Certains tours sont munis d'une poupée fixe ne comportant aucune poulie à gradins.
En ce cas, les vitesses ou régimes de la broche sont changés par des engrenages que l'on fait intervenir en faisant mouvoir des leviers à l'avant de la poupée. Un tableau spécifie les positions de ces leviers, en vue d'obtenir les vitesses disponibles.
LA CONTRE-POUPÉE ou POUPÉE MOBILE
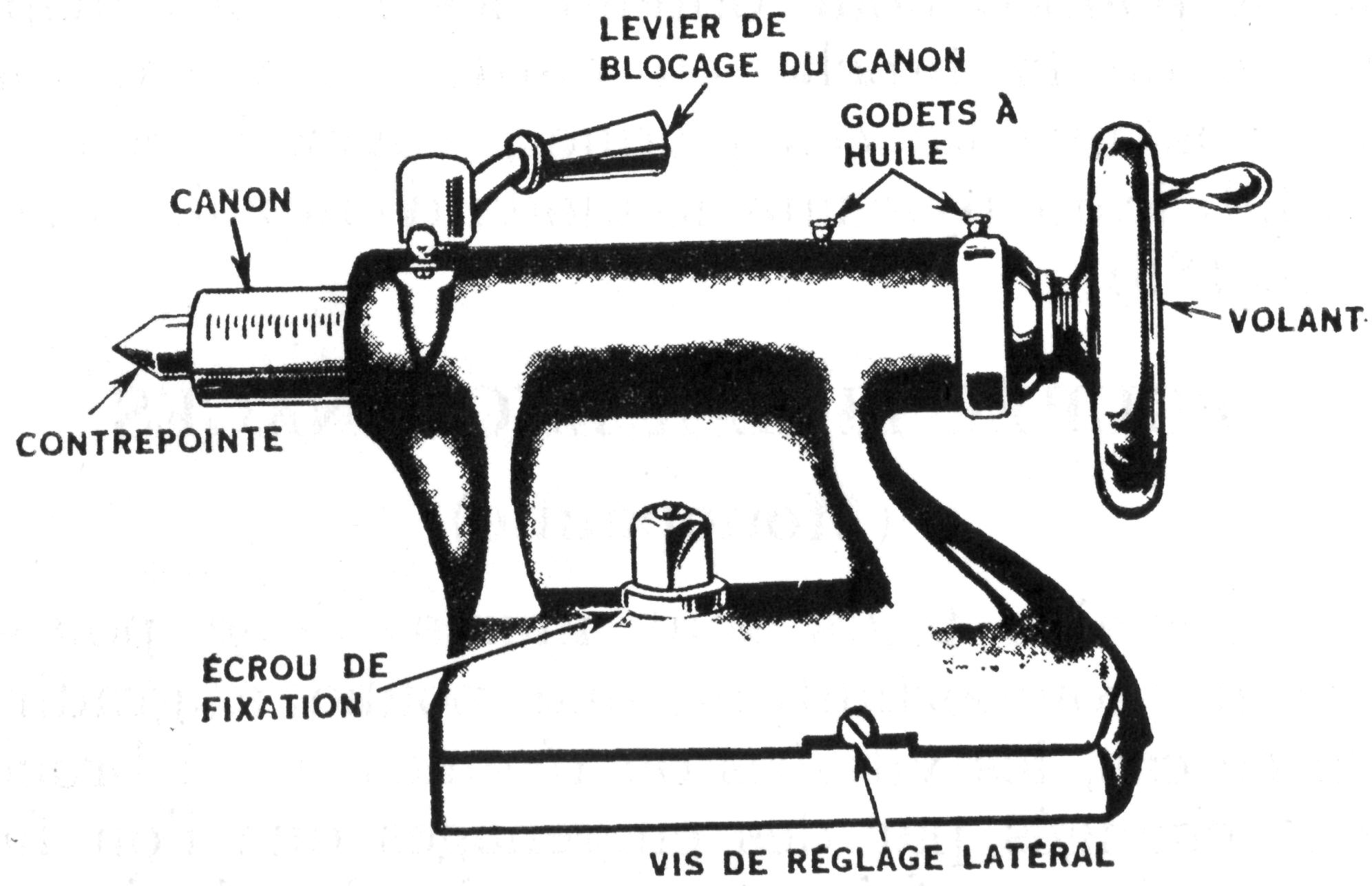
La contre-poupée ou poupée mobile (tailstock) d'un tour est une pièce de fonte qui se meut sur les glissières et maintient rigidement la pointe fixe dans un axe appelé canon (spindle ou sleeve).
On peut bloquer la poupée mobile à n'importe quel endroit, sur les glissières, en serrant l'écrou de fixation du boulon de serrage.
En tournant le volant à main, l'opérateur peut mouvoir le canon (qui tient la pointe fixe) sur la longueur dans cette contre-poupée, et, en tirant vers lui le levier de blocage du canon, il pourra bloquer la contre-pointe dans n'importe quelle position.
Une vis de réglage latéral permet de disposer la contre-poupée pour le tournage conique.
La fig. 19 fait voir une contre-poupée typique et en indique les diverses pièces et commandes.
Fig. 19.— Poupée mobile (tailstock), appelée aussi contre-poupée.
LE CHARIOT
Le chariot d'un tour, qui se compose du traînard (saddle and compound rest) et d'une cuirasse (apron), est l'organe mobile qui se meut sur les glissières, entre la poupée fixe et la poupée mobile.
Le traînard et sa cuirasse sont montés transversalement sur la semelle qui coulisse sur le bâti et ils supportent le chariot porte-outil ainsi que sa tourelle orientable (compound rest).
La fig. 20 fait voir un chariot de tour typique, avec cuirasse, semelles, chariot porte-outil et fixe-outil dans leurs positions respectives habituelles.
Fig. 20.— Chariot de tour à fer
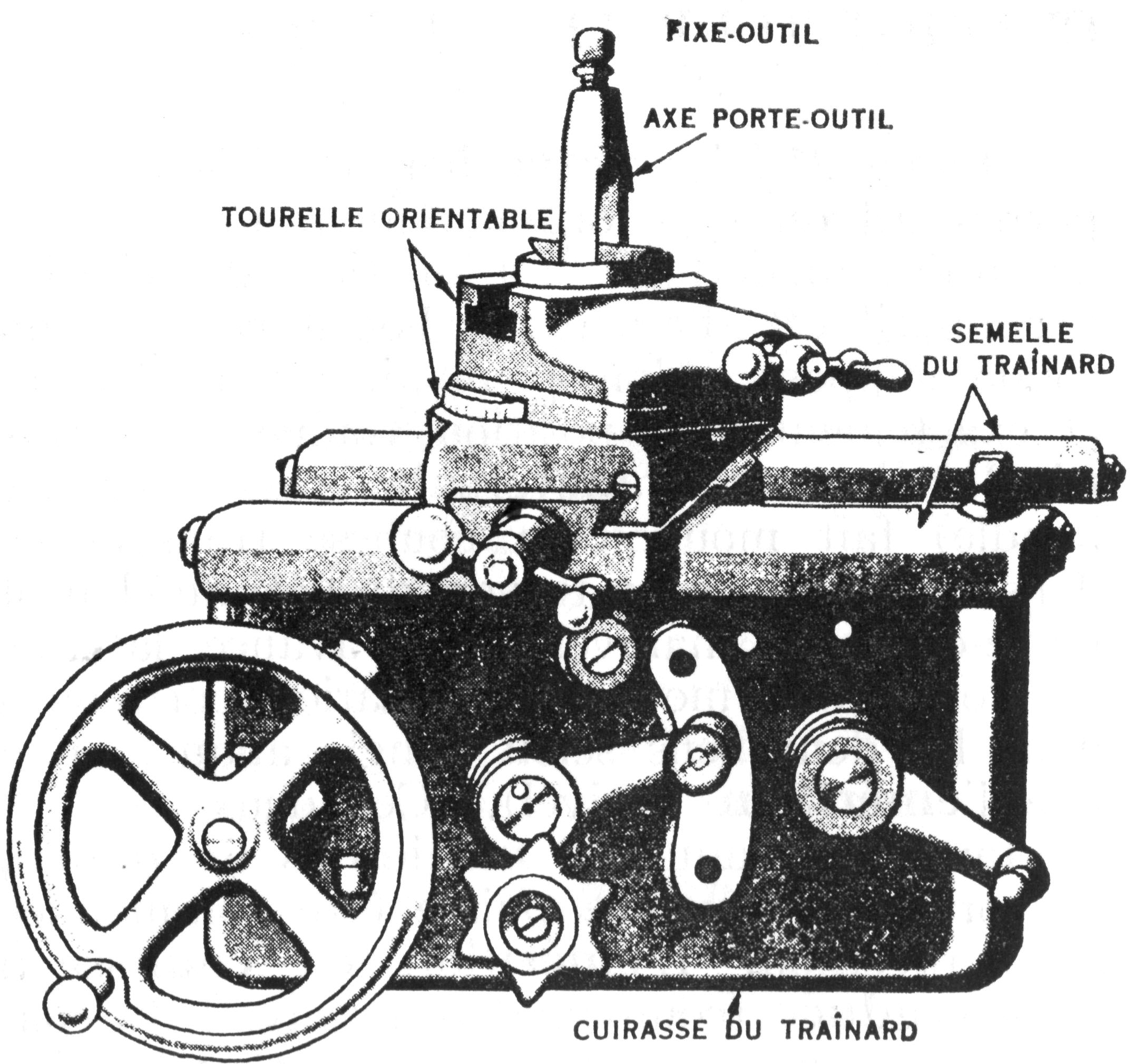
CHARIOT TOURELLE ET PORTE-OUTIL
La fig. 21 fait voir un chariot et une tourelle porte-outil du type ordinairement utilisé dans les tours modernes. La fonction du chariot porte-outil est d'assurer à l'outil coupeur un solide support qu'on peut ajuster facilement et exactement à la position voulue.
Fig. 21.— Support du chariot et porte-outil.
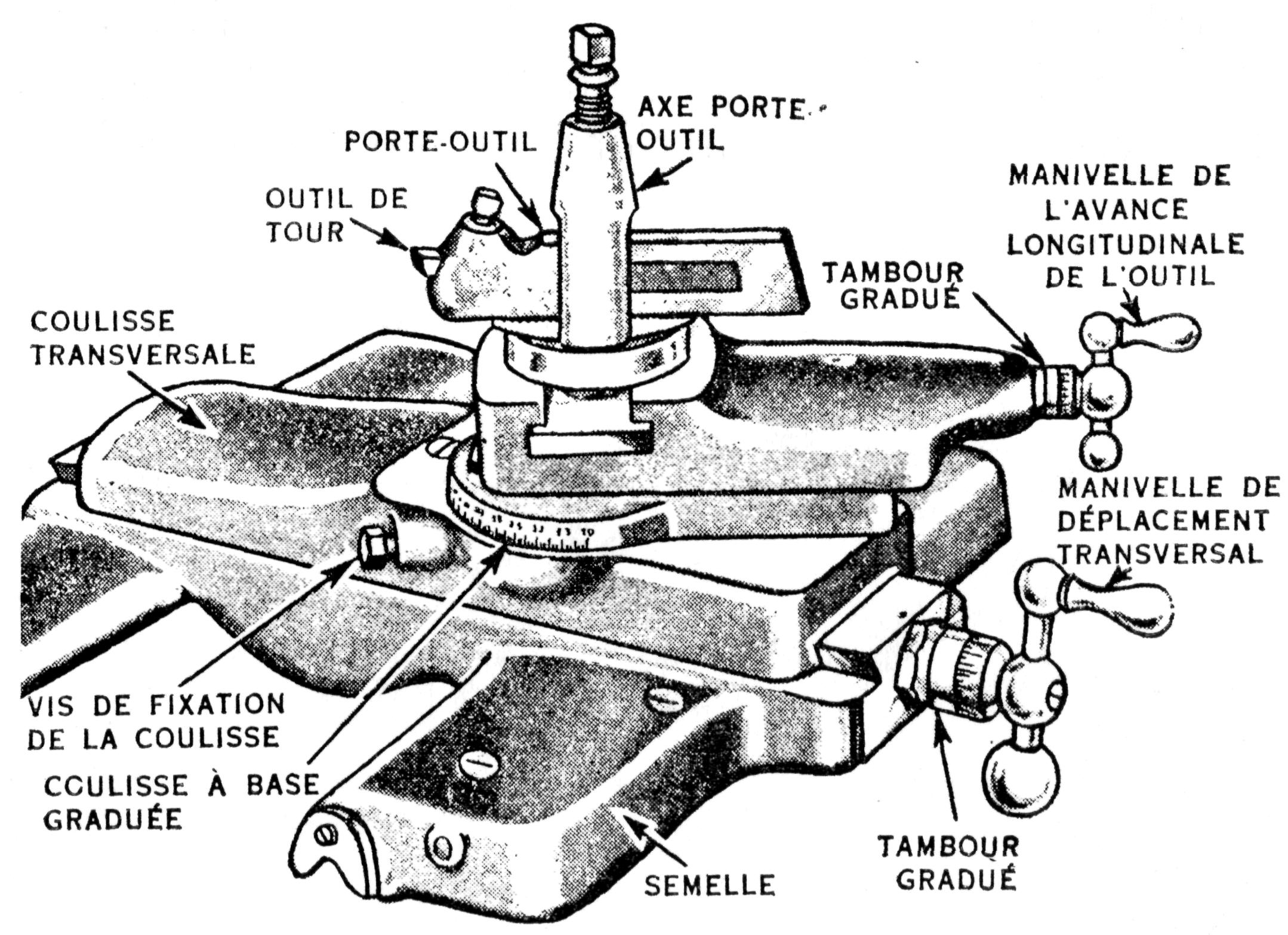
La manivelle d'avance transversale (cross feed screw handle) fait mouvoir la coulisse transversale dans les deux sens, en travers du bâti du chariot porte-outil; la manivelle de l'avance latérale de l'outil fait mouvoir le chariot porte-outil dans les deux sens selon l'angle auquel on a fixé l'émérillon (swivel).
Ces deux vis ont un tambour gradué en millièmes de pouce, de sorte que l'avance puisse être commandée avec précision.
L'émérillon ou coulisse à base graduée (compound rest swivel) du chariot porte-outil est gradué en degrés; à l'aide d'une vis de pression on l'ajuste à n'importe quel angle pour tourner ou aléser des trous coniques ou chanfreinés, et certaines autres opérations de filetage.
L'outil coupeur est maintenu dans l'axe porte-outil (tool post), le plus souvent par le fixe-outil ou porte-outil (toolholder) que fait voir la fig.
TABLIER
Le tablier d'un tour consiste en une pièce de fonte qui contient le mécanisme et les commandes nécessaires pour faire mouvoir le chariot; et pour embrayer et débrayer les avances automatiques (longitudinale et transversale) de la force motrice, ainsi que la vis-mère (leadscrew) employée pour le filetage.
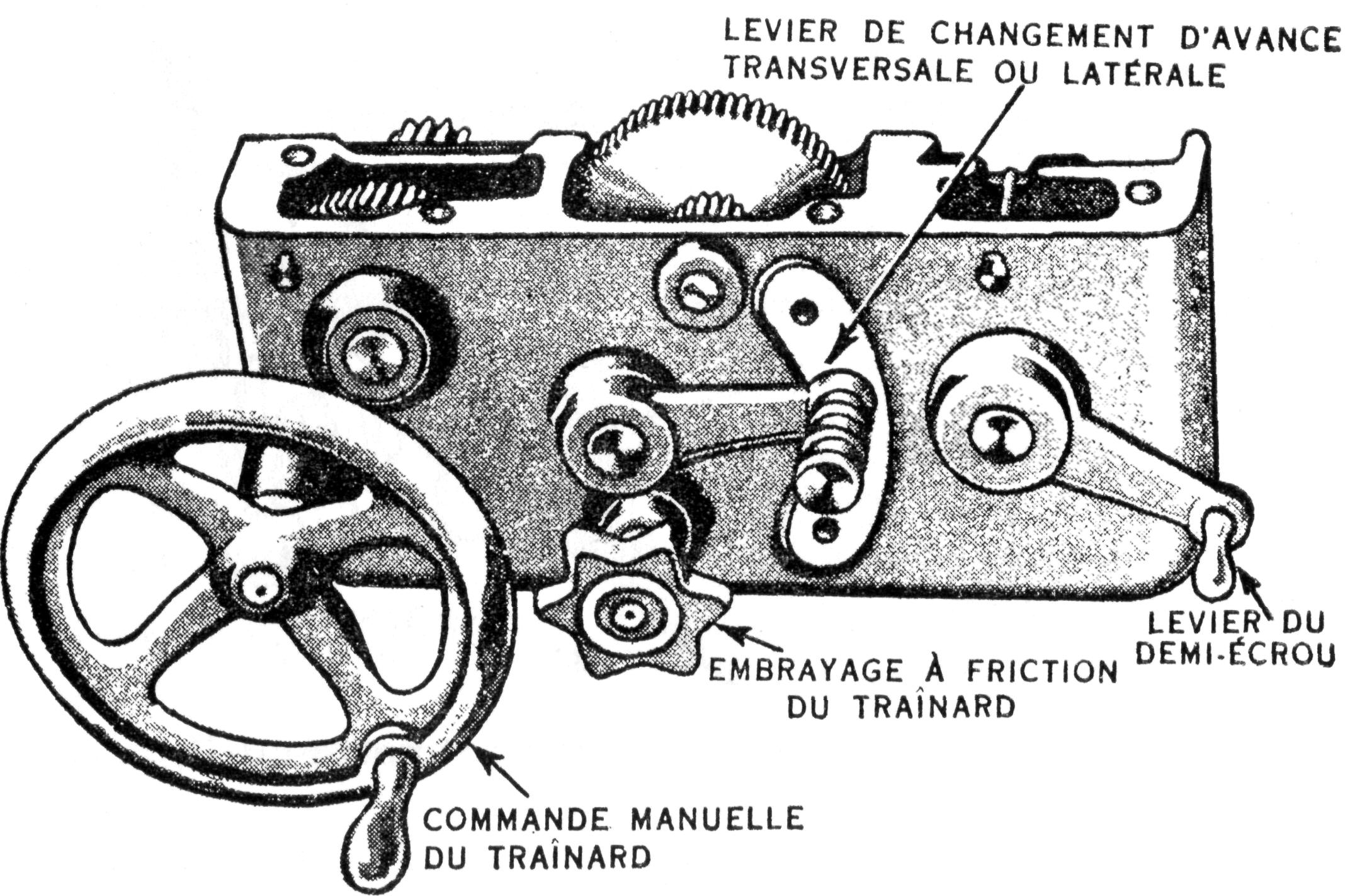
La fig. 22 fait voir l'avant d'un tablier de tour typique.
Fig. 22.— Tablier du chariot d'un tour à fer.
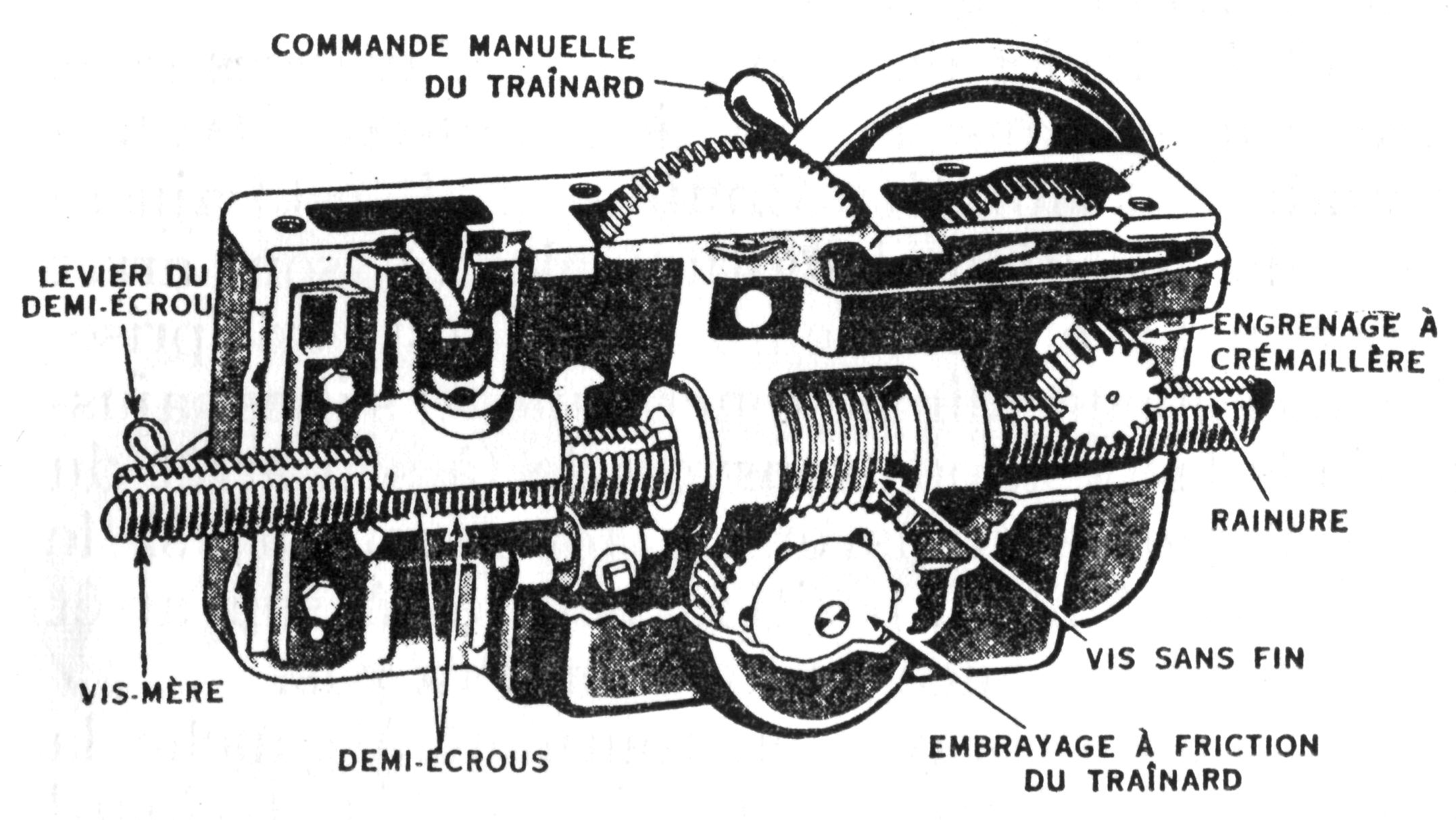
La fig. 23 fait voir la partie arrière de ce dispositif et comment il fonctionne.
Il est des plus importants que l'opérateur d'un tour comprenne parfaitement les diverses commandes de ce tablier, et qu'il sache exactement comment on s'en sert pour obtenir les résultats voulus.
a) La commande manuelle du traînard fait mouvoir celui-ci longitudinalement sur les glissières.
b) L'embrayage d'avance à friction sert à embrayer et débrayer l'avance longitudinale automatique et l'avance transversale automatique.
Pour embrayer, tournez la manette dextrorsum (à droite) ; pour débrayer, tournez-la senestrorsum (à gauche).
c) Le levier de changement d'avances peut être ajusté dans la position neutre, transversale ou longitudinale.
S'il est ajusté dans la position longitudinale (à son arrêt supérieur), et si l'embrayage est en prise, l'avance longitudinale fonctionnera; s'il est ajusté dans la position transversale (à son arrêt du bas) l'avance transversale fonctionnera; si le levier est dans la position neutre (à son arrêt du milieu) l'avance ne fonctionnera pas.
Il faut débrayer en tournant à gauche la poignée d'embrayage à friction du traînard avant de mettre en neutre le levier des changements d'avance.
d) Le levier du demi-écrou embraye les demi-écrous sur la vis-mère (lead screw), ou les débraye; lorsqu'ils sont embrayés, le tour est prêt à fileter.
Les demi-écrous et les filets de la vis-mère ne servent qu'au filetage. Il ne faut pas se servir des demi-écrous et de la vis-mère pour faire avancer le traînard longitudinalement — on trouvera à la section Le filetage au tour tous les détails nécessaires à ce sujet.
C'est la rainure (spline) de la vis-mère, et non pas ses filets, qui actionne les avances automatiques du traînard en commandant la vis sans fin (fig. 23), laquelle actionne la crémaillère par l'intermédiaire d'engrenages.
Fig. 23.— Vue de la partie arrière du tablier.
COMMANDES DU TABLIER
Les commandes du tablier sont, d'ordinaire, disposées de façon qu'il soit impossible pour l'opérateur d'embrayer simultanément les avances automatiques du traînard et les demi-écrous qui servent au filetage.
Voici, en résumé, ce qu'il importe de faire pour obtenir les divers mouvements du traînard et de l'outil sur la plupart des tours à fer:
a) Pour mouvoir à la main le traînard et l'avance transversale, déclenchez l'embrayage en tournant son bouton à gauche; mettez dans la position neutre le levier de changement d'avances; veillez à ce que le levier du demi-écrou soit abaissé ou désengagé.
Le traînard pourra alors être mû longitudinalement en tournant la commande manuelle, et l'avance transversale en tournant la manivelle de déplacement transversal.
b) Pour embrayer l'avance longitudinale automatique, ajustez le levier de changement d'avances du tablier dans la position longitudinale (à son arrêt supérieur); engagez l'embrayage à friction en tournant le bouton de l'embrayage à droite; veillez à ce que le levier du demi-écrou soit dans la position baissée ou désengagée.
Sur ce, le traînard pourra se mouvoir longitudinalement grâce à la force motrice qui anime le tour.
c) Pour engager l'avance transversale, procédez comme pour l'avance longitudinale, mais mettez le levier des changements d'avances dans la position transversale (c'est-à-dire à son arrêt le plus bas).
d) Pour fileter, déclenchez l'embrayage du traînard en tournant son bouton à gauche. Mettez au centre (ou dans la position neutre) le levier des changements d'avance du tablier, puis, engagez les demi-écrous sur la vis-mère en mettant leur levier dans la position up, ou embrayée.
LA VIS-MÈRE
La vis-mère (lead screw) du tour (figs. 16 et 23) reçoit son mouvement de rotation d'un harnais d'engrenages monté à l'extrémité gauche de la poupée fixe, et elle commande les avances automatiques du traînard au moyen d'une vis sans fin qui coulisse dans une rainure. Elle règle ainsi la course du traînard, pour le filetage, par ses propres filets qui tournent dans les demi-écrous.
On trouvera à la section Forage, perçage, taraudage et alésage au tour des indications détaillées quant à l'emploi du harnais d'engrenages, de la vis-mère et des demi-écrous pour le filetage.
Il suffit pour l'instant de ne pas oublier le nombre de filets par pouce de la vis-mère du tour dont on se sert.

![]()