Les fraises
Comme vous l'avez lu à la
section Destinations et fonctionnement de la
fraiseuse, le fraisage consiste à enlever du métal à l'aide d'un — ou de
plus d'un — outil de coupe rotatif, qui a un certain nombre de tran-
chants, appelés «dents». Ces outils sont appelés fraises (milling cutters, mills
ou cutters). Ils sont, d'ordinaire, en acier rapide, et il en existe un très
grand nombre, à toutes fins, et de formes et dimensions variées (plus de 50
espèces de fraises sont communément employées, et plus de 4,000 formats
couramment stockés).
Il faut en savoir les noms, en connaître les groupes ou séries, leurs destinations, et les formats qui se prêtent le mieux à tel ou tel autre travail.
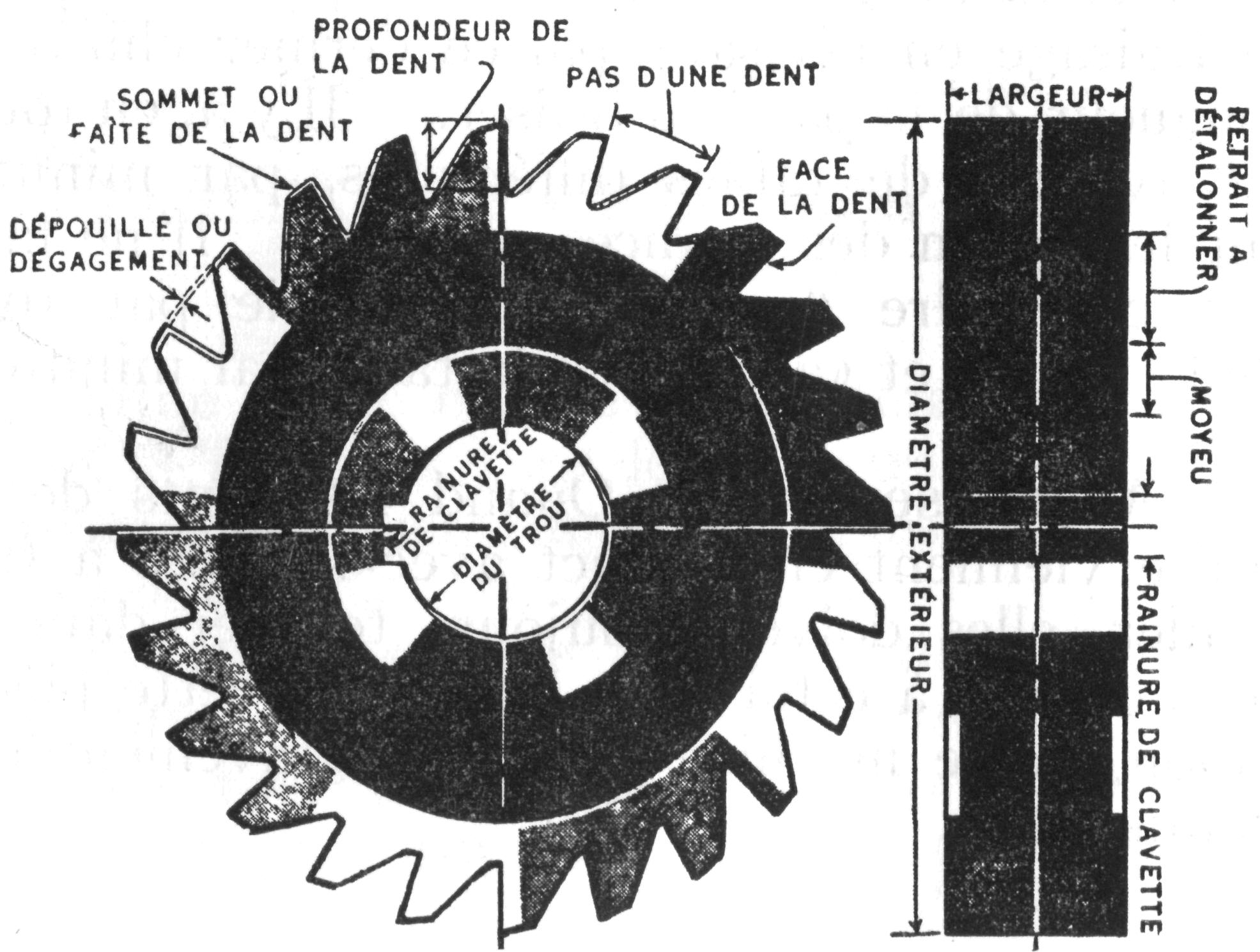
La fig. 96 représente une vue latérale et une coupe d'une fraise ordinaire, et en énumère les diverses parties.
Fig. 96.— Les diverses parties d'une fraise.
Sous une forme ou une autre, ces parties se retrouvent dans toutes les variétés de fraises.
Les dents, et leurs types
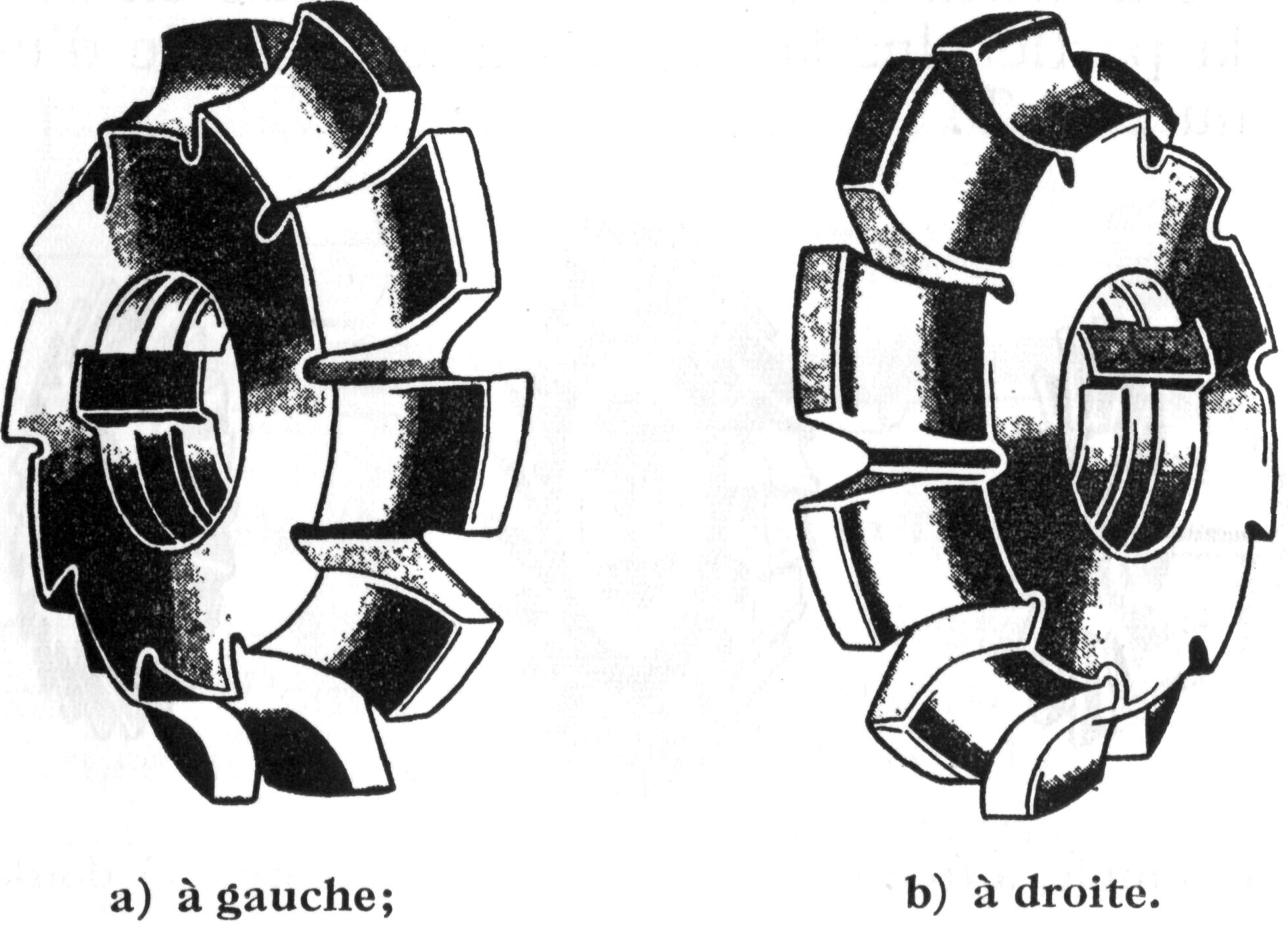
On distingue les fraises (vues de l'arrière de la machine) en fraises à droite et fraises à gauche.
Les fraises à droite taillent quand elles tournent dans le sens des aiguilles d'une montre, et les fraises à gauche taillent quand elles tournent en sens opposé.
Les dents de fraise, semblables à celles que fait voir la fig. 96, sont généralement soit droites, soit hélicoïdales dans les fraises ordinaires, les fraises à fendre, et les fraises en bout (end mills).
On donne au tranchant un dégagement (clearance) d'environ 5°. Les dents ont parfois des encoches désaxées qui soulèvent les copeaux et permettent des avances d'un fini moins bien poli.
Les dents profilées (formed teeth) (fig. 97) sont d'ordinaire fabriquées spécialement en vue d'usiner des surfaces ou profils irréguliers; ces fraises sont donc d'une variété presque infinie.
Fig. 97.— Fraise profilée.
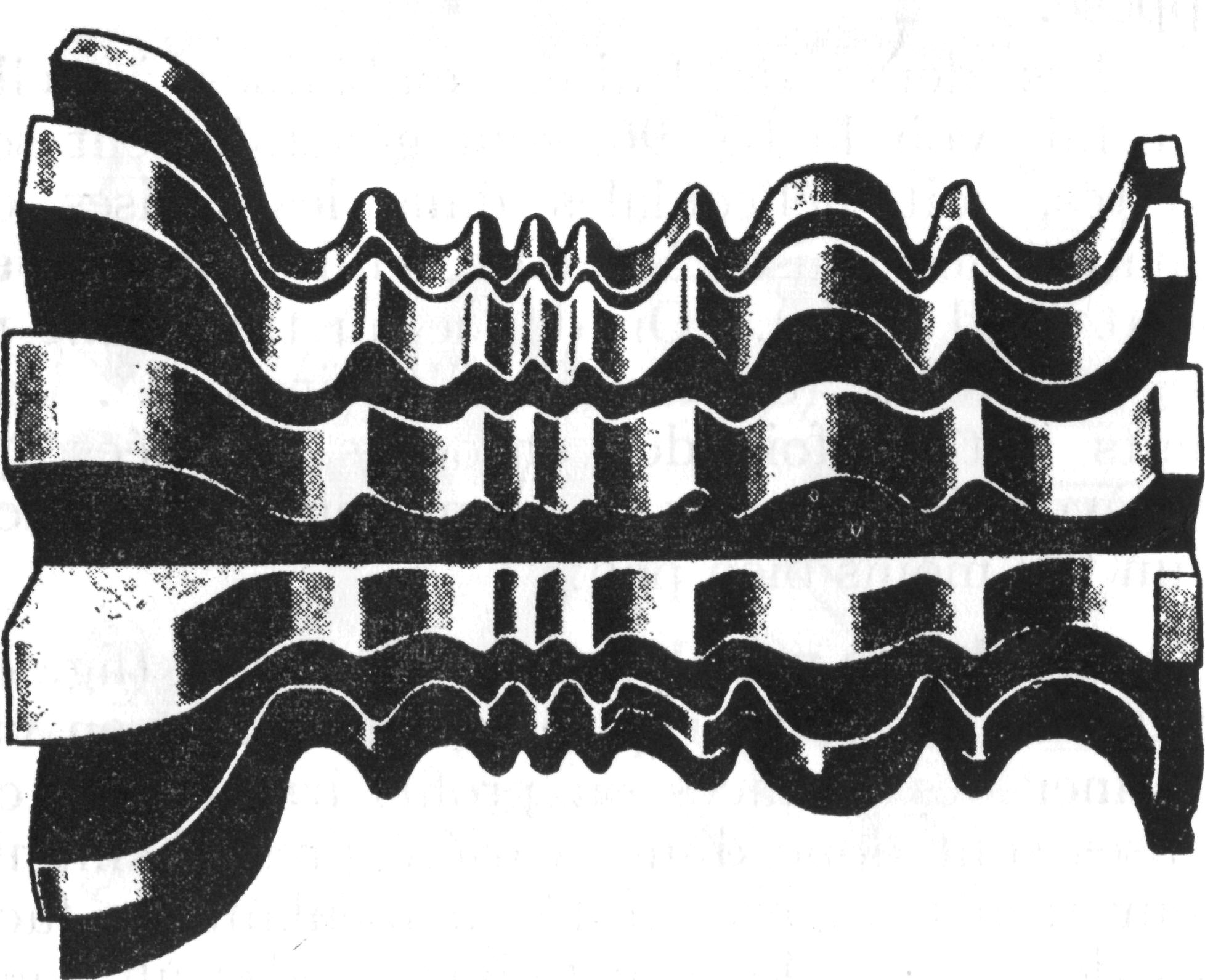
Leur tranchant est affûté en meulant les faces des dents dans le sens radial, et des affûtages répétés sont possibles sans que le contour du tranchant en soit modifié.
Les dents rapportées (inserted teeth) (fig. 98) sont des lames d'acier rapide, insérées et rigidement tenues dans un flan en acier à machines ou en fonte.
Fig. 98.— Fraise à dents rapportées.
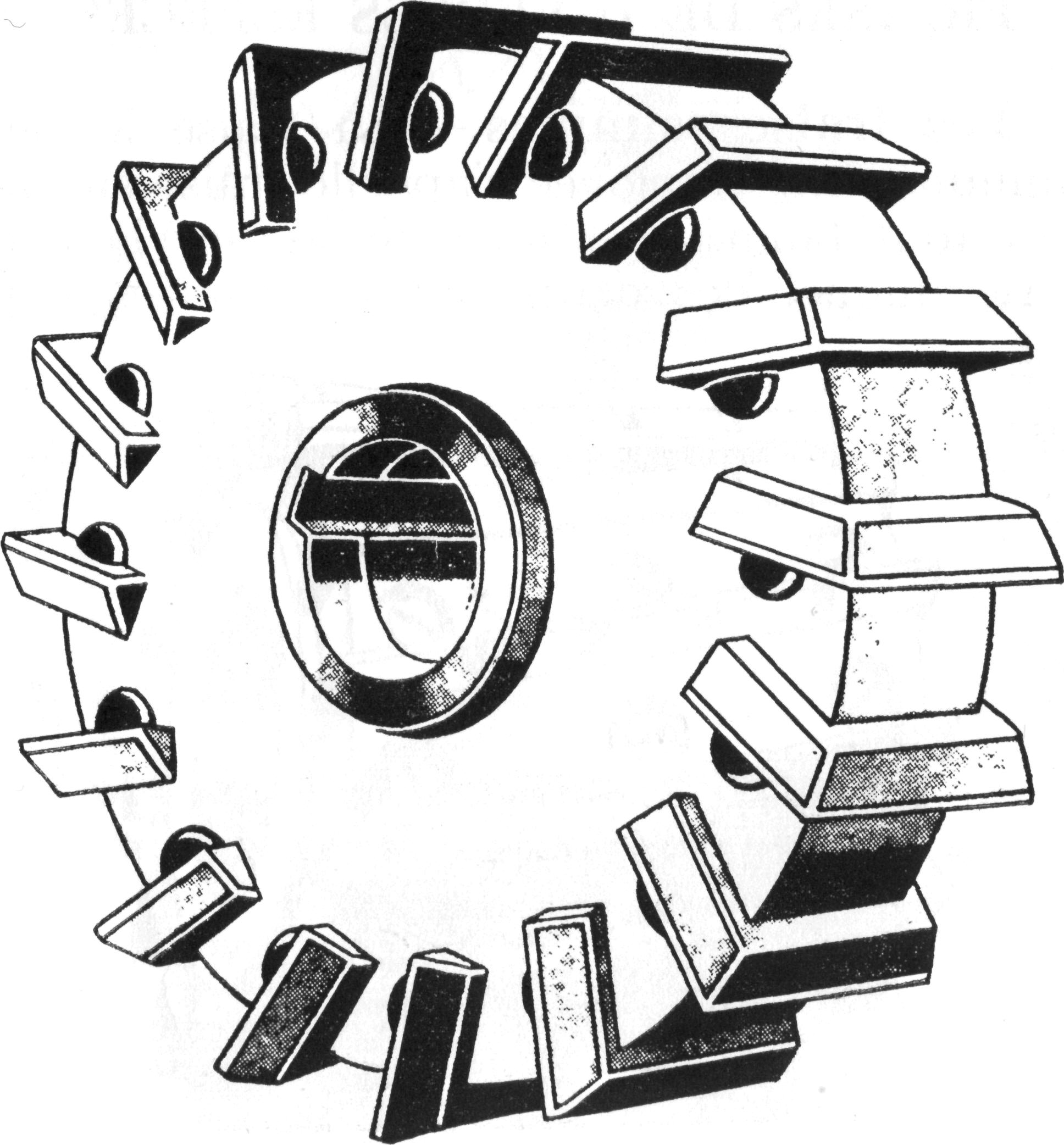
Chaque fabricant a ses propres méthodes pour tenir ces lames en place.
Employées avec des fraises de grandes dimensions, ces dents rapportées sont particulièrement économiques et commodes à cause de la modicité de leur prix et aussi parce que les lames usées ou brisées sont facilement remplacées.
FRAISES DE DIVERSES ESPÈCES
Les fraises simples
La fraise le plus communément employée s'appelle fraise simple.
C'est tout bonnement un cylindre sur la périphérie duquel des dents ont été taillées pour produire une surface horizontale plane (ou une surface verticale plane s'il s'agit d'une machine à broche verticale), comme le fait voir la fig. 96.
Si cette fraise a plus de 3/4" de largeur, ses dents sont d'ordinaire hélicoïdales, ce qui permet à l'outil d'exécuter une sorte de cisaillement, exige moins de force motrice, diminue le broutage, et produit un finissage plus lisse.
Les fraises dont les faces ont moins de 3/4" de large ont parfois des dents hélicoïdales (à droite et à gauche) alternées.
Leur action «cisaillante», alternativement à droite et à gauche, supprime toute poussée latérale sur la fraise et le mandrin.
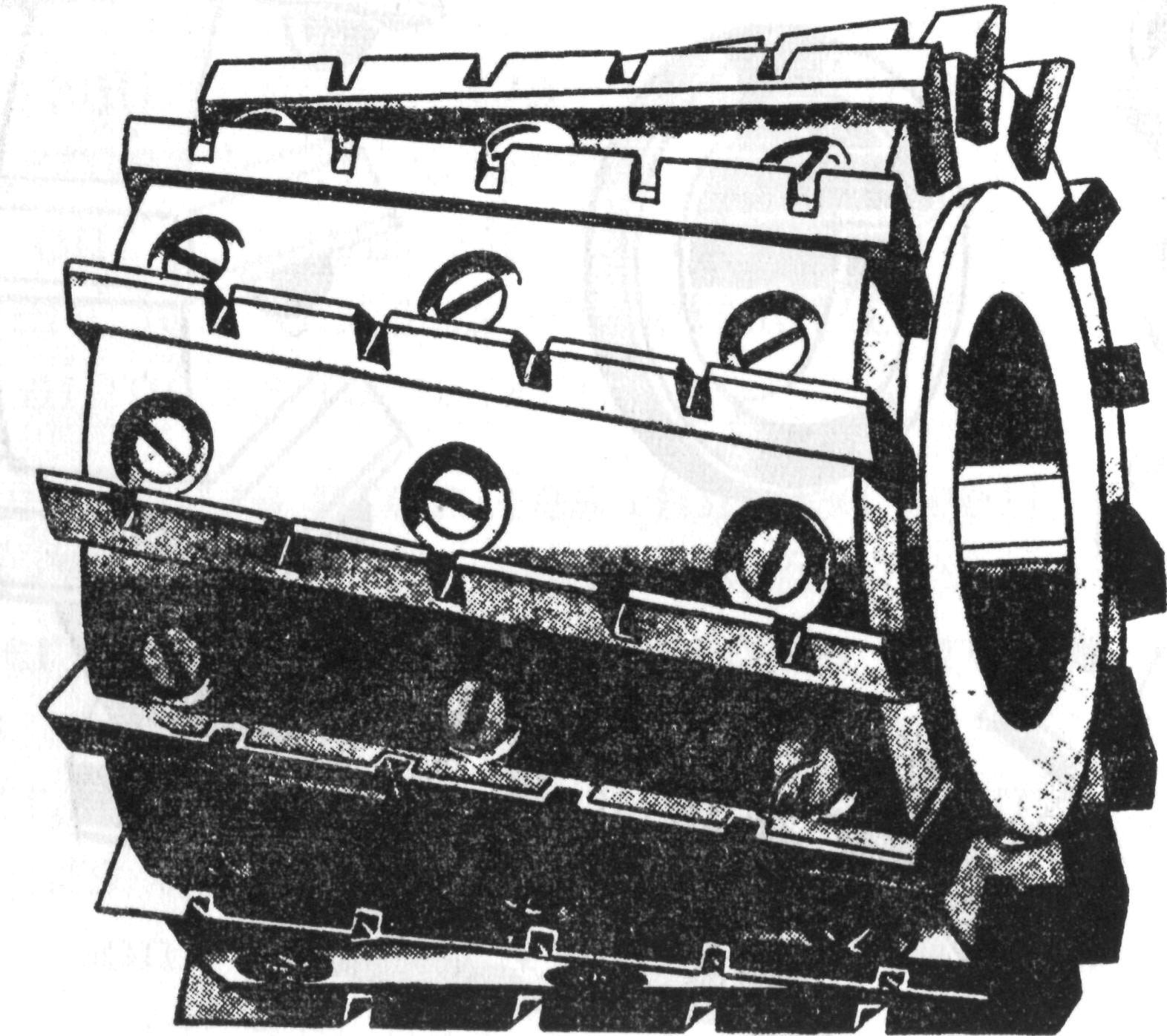
Si une fraise simple est beaucoup plus large que son diamètre, on l'appelle fraise à dégrossir (slabbing cutter); ces fraises ont généralement les dents encochées que fait voir la fig. 99.
Fig. 99.— Fraise hélicoïdale à dents encochées.
Fraises à refendre ou à tronçonner
La fraise à refendre (slitting cutter) que fait voir la fig. 100 est, essentiellement, une fraise simple, très mince.
Fig. 100.— Fraise à sectionner.
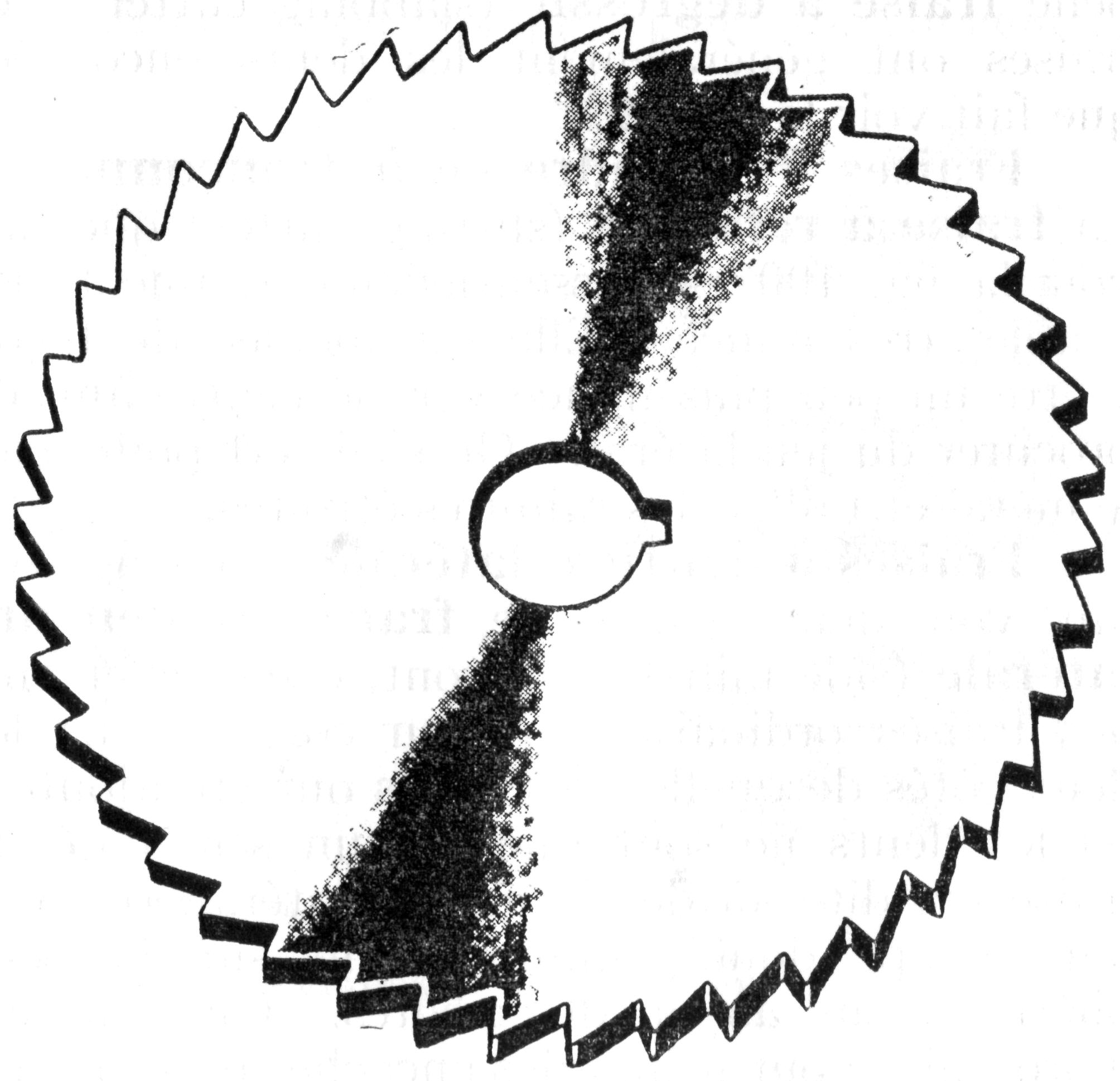
Elle est meulée de façon à être un peu plus mince vers le centre afin de procurer du jeu latéral. On s'en sert pour scier le métal et tailler des rainures étroites.
Fraises à denture latérale
La fig. 101 fait voir deux genres de fraises à denture latérale (side mills).
Fig. 101.— Fraises en bout, ou à denture latérale.
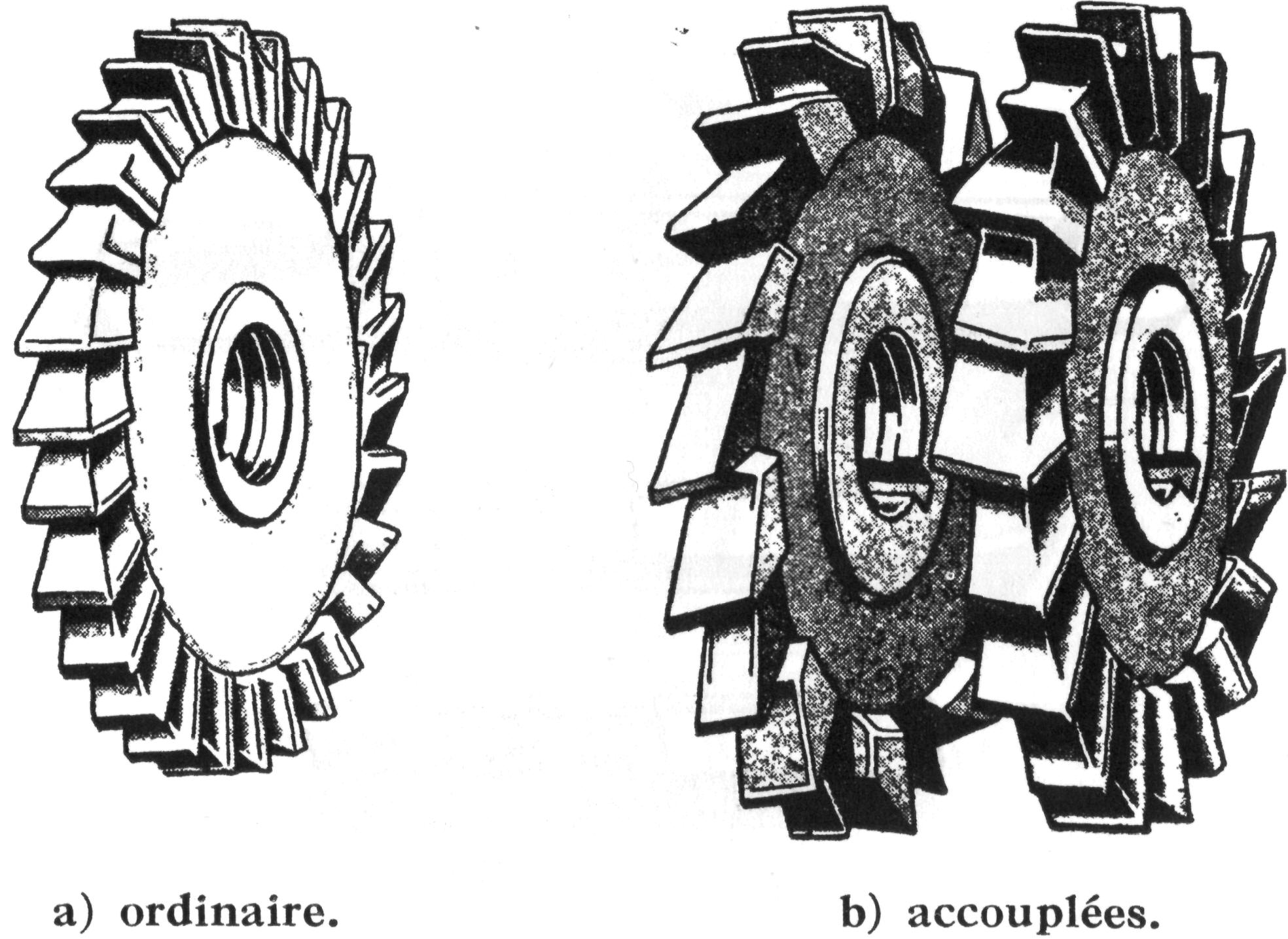
Ce sont, essentiellement, des fraises ordinaires, sur un côté ou sur les deux côtés desquelles des dents ont été ajoutées (si les dents ne sont que sur un seul côté, la fraise est dite «à demi-denture latérale»).
Cet outil coupe donc simultanément sur la périphérie et sur un ou deux côtés. On s'en sert d'ordinaire pour usiner des encoches ou rainures.
On a recours à des fraises à denture latérale à actions solidarisées (interlocking side mills) pour profiler avec précision des rainures comparativement larges; la forme de leurs dents leur permet de s'enclencher quand elles sont montées côte à côte.
Ces fraises à denture latérale et actions solidarisées peuvent être soumises à des affûtages répétés sans que la largeur de la rainure qu'elles usinent en soit modifiée.
Mettez entre elles, après chaque affûtage, une rondelle assez large pour compenser le métal meule; leur enclenchement empêchera les fraises de laisser une arête sur la pièce travaillée.
On appelle fraises chevauchantes (straddle mills) deux fraises à denture latérale entre lesquelles on a mis un collier espaceur afin d'usiner simultanément deux surfaces parallèles.
Fraises en bout
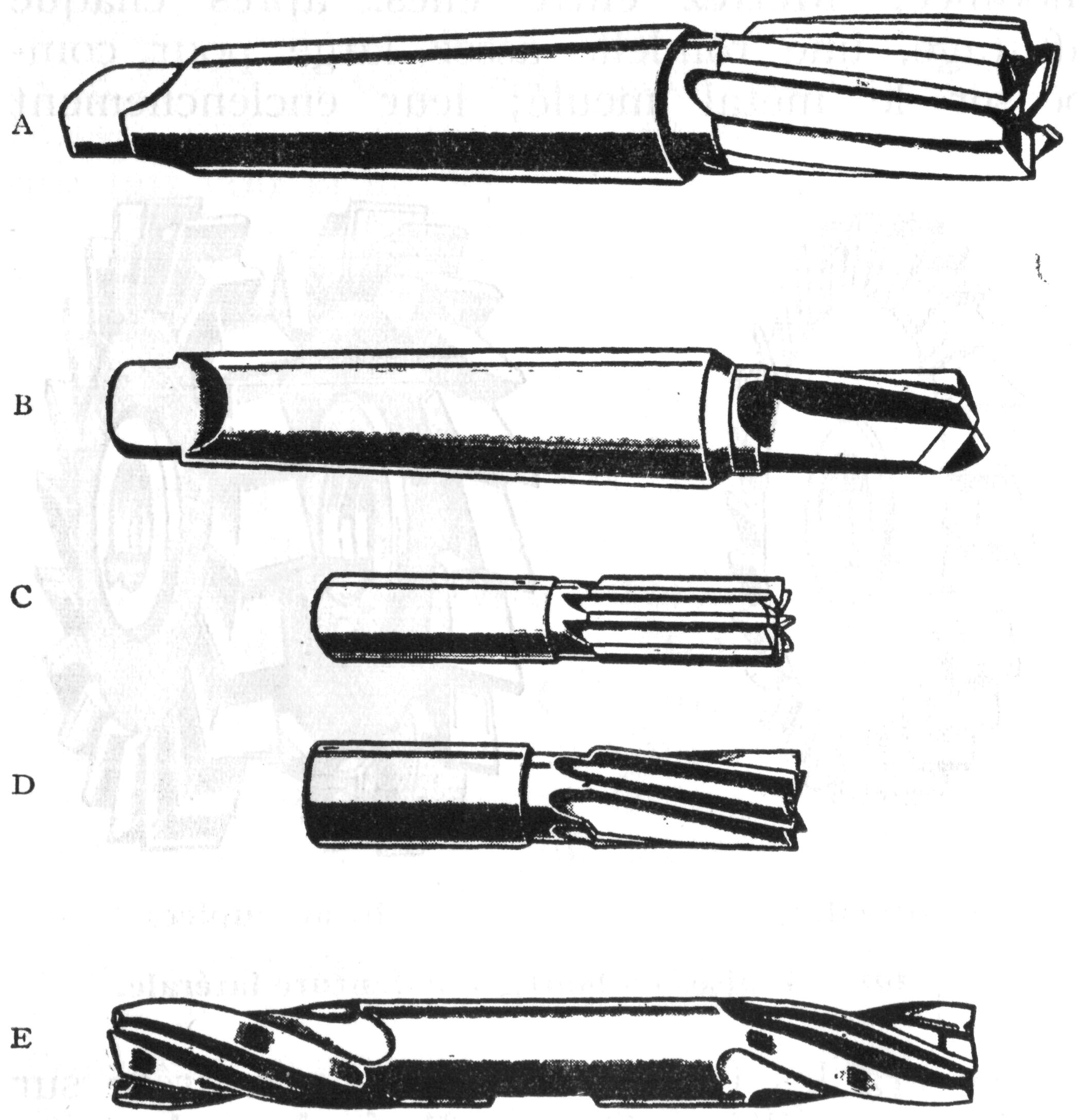
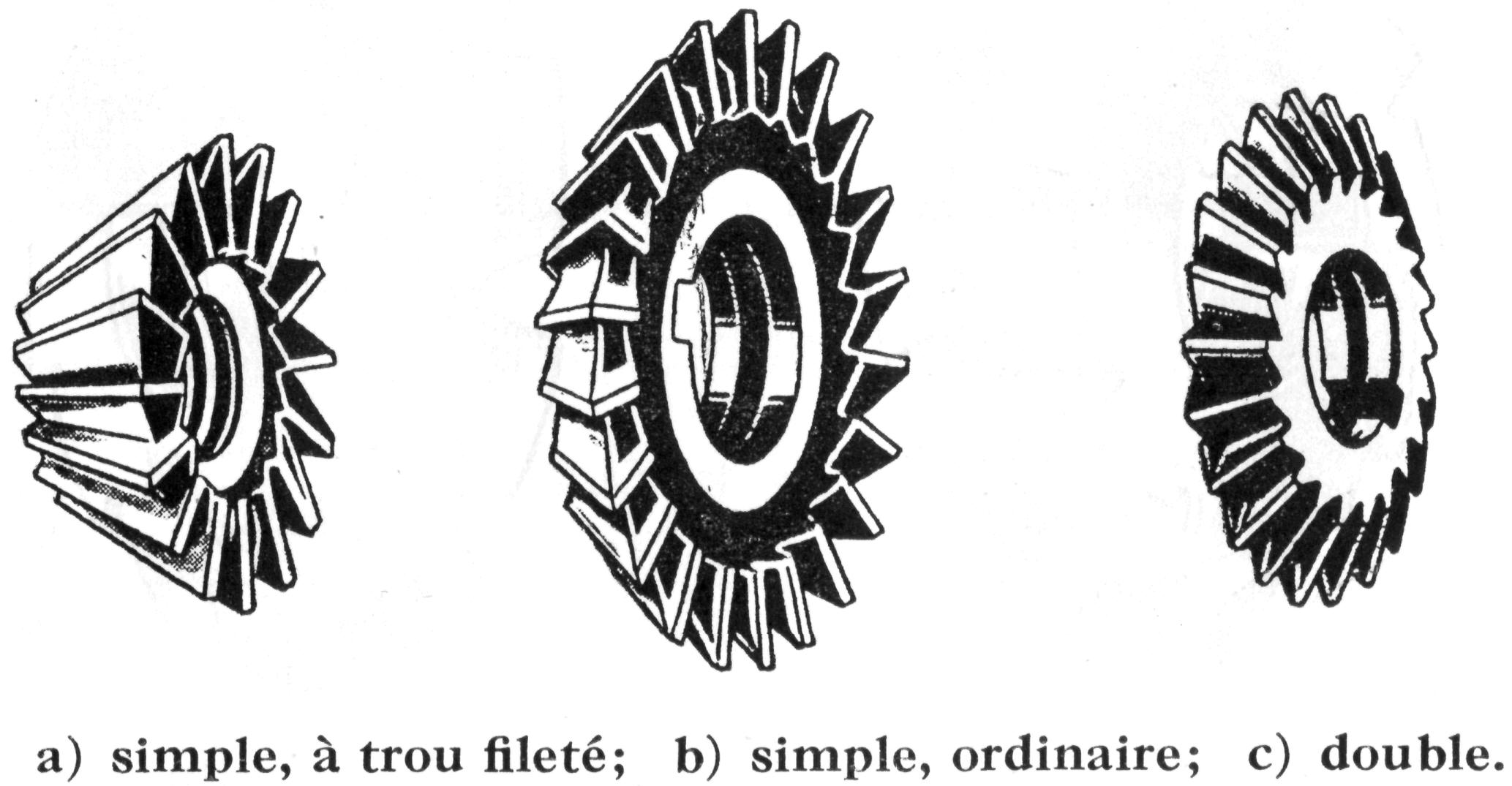
Les fraises en bout (end mills) ont des dents à leur extrémité tout comme sur la périphérie. La fig. 102 en fait voir six espèces communément employées.
Fig. 102.— Divers types de fraises en bout (end mills).
a) à denture hélicoïdale b) à rainurer à double-lèvre, dite aussi: à claveter. c) à queue et cannelures d) à queue droite et cannelures droites; hélicoïdales. e) fraise en bout double.
On s'en sert pour des fraisages légers très variés, tels que l'usinage des bords de pièces relativement minces, l'équerrage de petites pièces, pour faire un épaulement quand on veut obtenir un congé ou une gorge, ainsi que pour nombre d'encochements et la taille des rainures de clavettes ou ((chemins de clefs».
Les fraises en bout dont le diamètre excède 5/8" ont d'ordinaire des dents hélicoïdales sur la périphérie.
On emploie la fraise à claveter ou fraise à clavetage (cotter mill) pour usiner des encoches ou des rainures de clavettes dans du métal.
On s'en sert pour des fraisages légers très variés, tels que l'usinage des bords de pièces relativement minces, l'équerrage de petites pièces, pour faire un épaulement quand on veut obtenir un congé ou une gorge, ainsi que pour nombre d'encochements et la taille des rainures de clavettes ou «chemins de clefs».
Les fraises en bout dont le diamètre excède 5/8" ont d'ordinaire des dents hélicoïdales sur la périphérie.
On emploie la fraise à claveter ou fraise à clavetage (cotter mill) pour usiner des encoches ou des rainures de clavettes dans du métal massif où il n'y a pas eu de trou de foré pour entamer la taille.
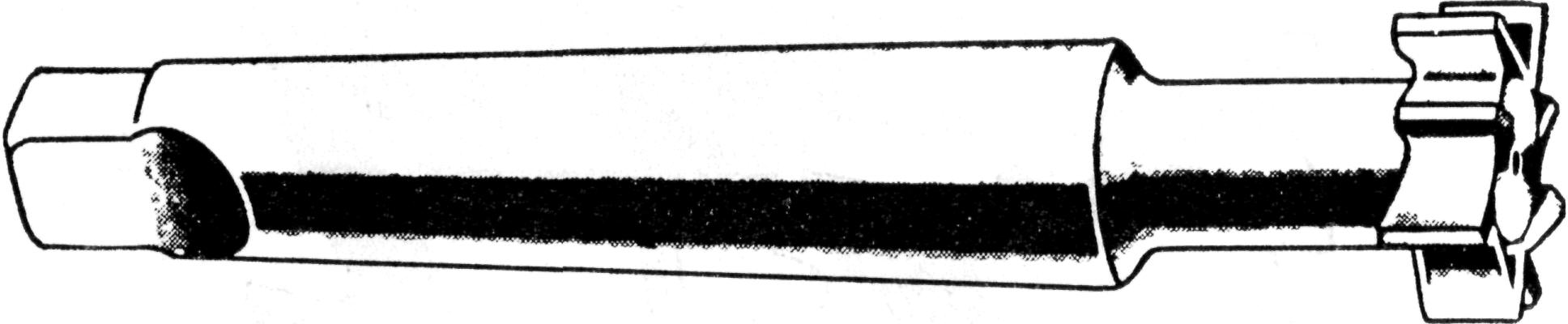
Comme le fait voir la fig. 103, les fraises en bout qui ont plus de 2" de diamètre sont généralement distinctes de leur queue; en ce cas, on les appelle fraises creuses (shell end mills).
Fig. 103.— Fraise en bout.
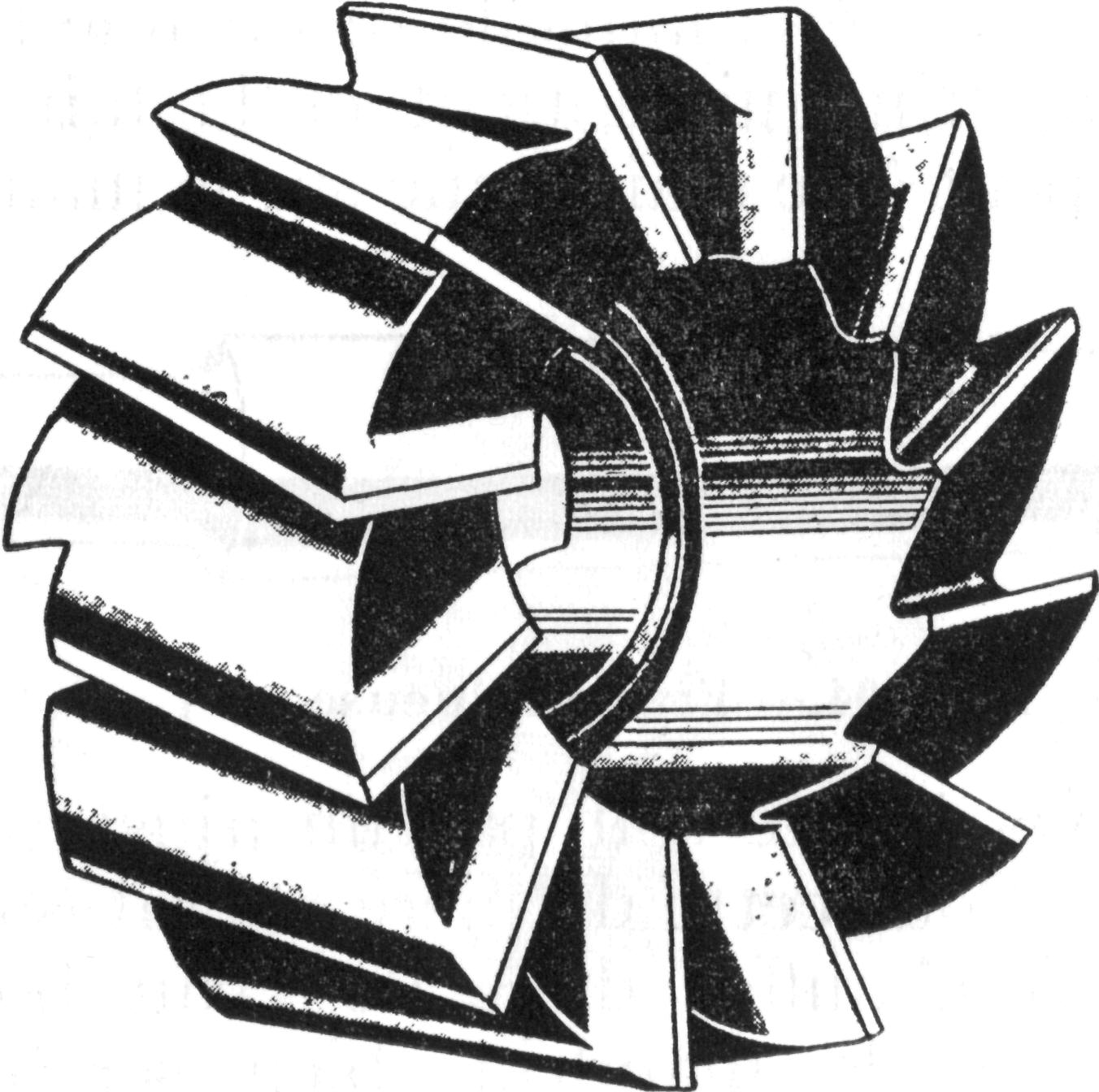
Elles ont un trou du diamètre voulu et de dimensions standard, et une encoche fraisée en travers de l'arrière, laquelle reçoit une languette sur le mandrin qui la tient et la fait tourner. La fraise peut être maintenue sur le mandrin soit par une vis à tête soit par un ajustage à contraction.
Pour cette dernière opération, mettez la fraise à chauffer dans de l'eau bouillante, placez-la sur le mandrin, bien serrée contre l'épaulement, et refroidissez l'appareil en l'immergeant lentement dans de l'eau froide (la queue la première).
Fraises à surfacer (facing cutters)
Les fraises de grand diamètre et qui sont dentées à leur extrémité n'ont pas de queue mais sont fixées au bout de la broche de la fraiseuse.
On les appelle alors fraises à surfacer ou mieux fraises de fraiseuses raboteuses, et les fabricants les munissent généralement de dents rapportées.
Fraises raineuses en T
La fig. 104 fait voir une raineuse en T (T-slot cutter) employée pour tailler des rainures en T dans les tables et plateaux de machines-outils, etc.
Fig. 104.— Fraise raineuse en T.
La rainure centrale est d'abord fraisée avec une fraise à denture latérale ou une fraise en bout, et la partie plus large est fraisée à l'aide d'une rainure en T.
Fraises angulaires ou coniques
Les dents de la périphérie d'une fraise angulaire (angular cutter) ne sont ni parallèles ni perpendiculaires à son axe, mais à quelque autre angle, tel que 60°, 70° ou 80°.
On s'en sert communément comme de dents de coupe pour les roues à rochet, pour fraiser les queues d'aronde, etc.
On y ajoute parfois des dents latérales (fig. 105) pour donner un meilleur finissage au flanc de la rainure.
La fig. 105 fait aussi voir une fraise angulaire double, surtout utilisée pour le fraisage hélicoïdal; dans ce type, un des flancs forme souvent un angle de 12° avec Taxe, l'autre flanc étant à un angle de 40°, 48°, ou 50°.
Fig. 105.— Fraises d'angle.
Fraises à arrondir les angles
La fig. 106 fait voir deux types de fraises à arrondir les angles (corner rounding cutters).
Fig. 106.— Fraises à arrondir les angles.
C'est une espèce de fraise
profilée dont on se sert pour finir les coins et bords d'une pièce travaillée.
On se les procure avec n'importe quel rayon voulu.
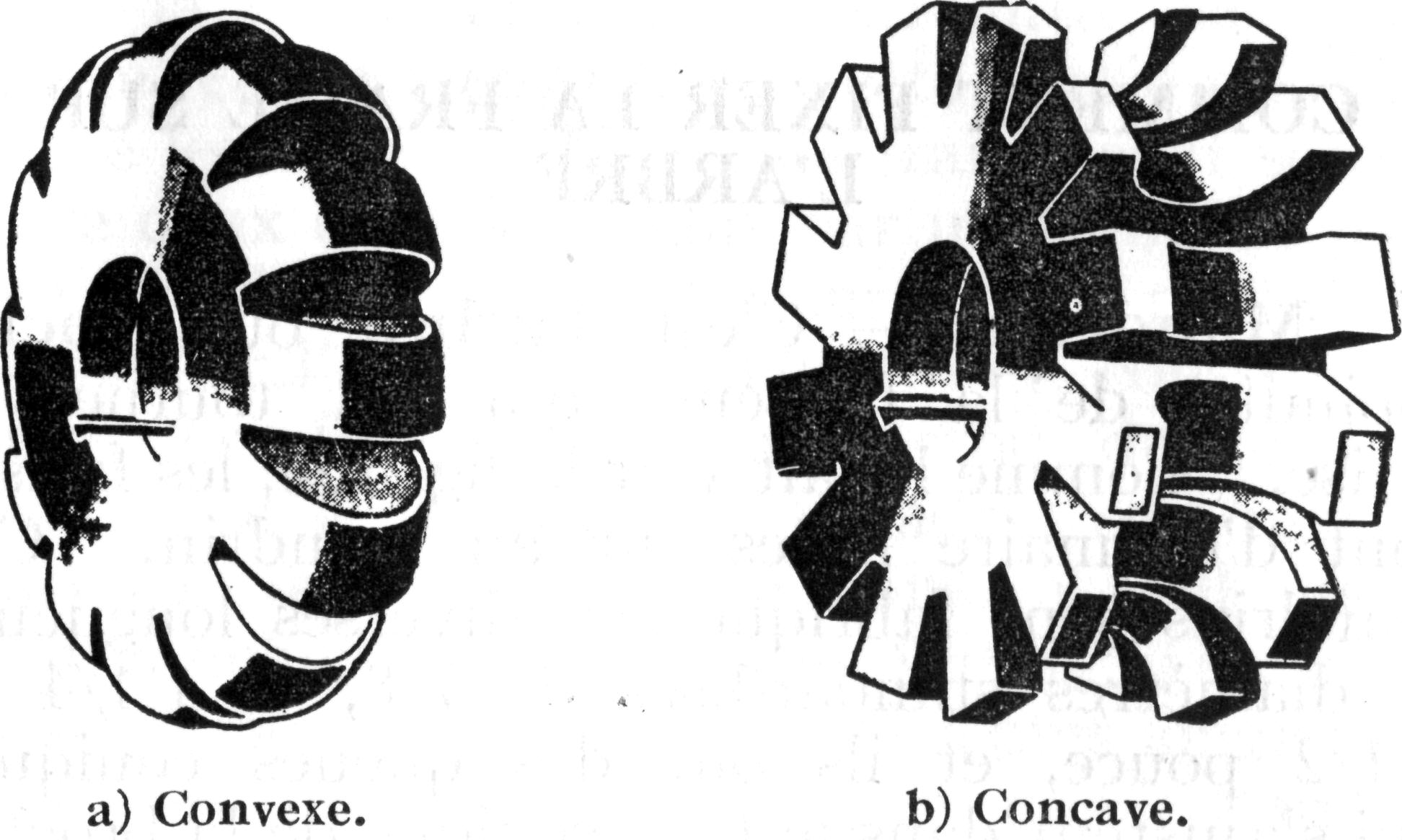
Fraises concaves et
convexes
La fig. 107 fait voir une fraise concave et une fraise convexe, employées pour usiner des demi-cercles et de petits arcs de cercles.
Fig. 107.— Fraises de forme.

![]()