
Figure 11.31
Cotes de position
Cotes de position
Une fois que les grandeurs des composants géométriques d'une pièce sont cotées, on ajoute les cotes de position pour indiquer leurs positions relatives (figure 11.23 section Décomposition géométrique).
Les éléments rectangulaires sont localisés par rapport à leurs faces (figure 11.31. a) alors que les éléments ronds ou symétriques le sont par leurs centres (figure 11.31.b).
Figure 11.31
Cotes de position
Il est préférable de placer les cotes de position d'un trou dans la vue où celui-ci est projeté comme un cercle (figure 11.32).

Figure 11.32
Localisation des trous
Les cotes de position doivent, autant que possible, partir d'une surface usinée (figure 11.33) pour permettre des mesures précises lors de la fabrication.

Figure 11.33
Cotes référées aux surfaces usinées
Naturellement, la position de la première surface usinée doit être donnée à partir d'une surface brute d'un centre ou d'une ligne d'axe.
En général, les cotes de position doivent être rapportées à partir d'une surface de référence, d'un centre ou d'une ligne d'axe importante.
Un ensemble de trous uniformément répartis sur un cercle est coté par une note accompagnée du diamètre du cercle de trous (figure 11.34.a).
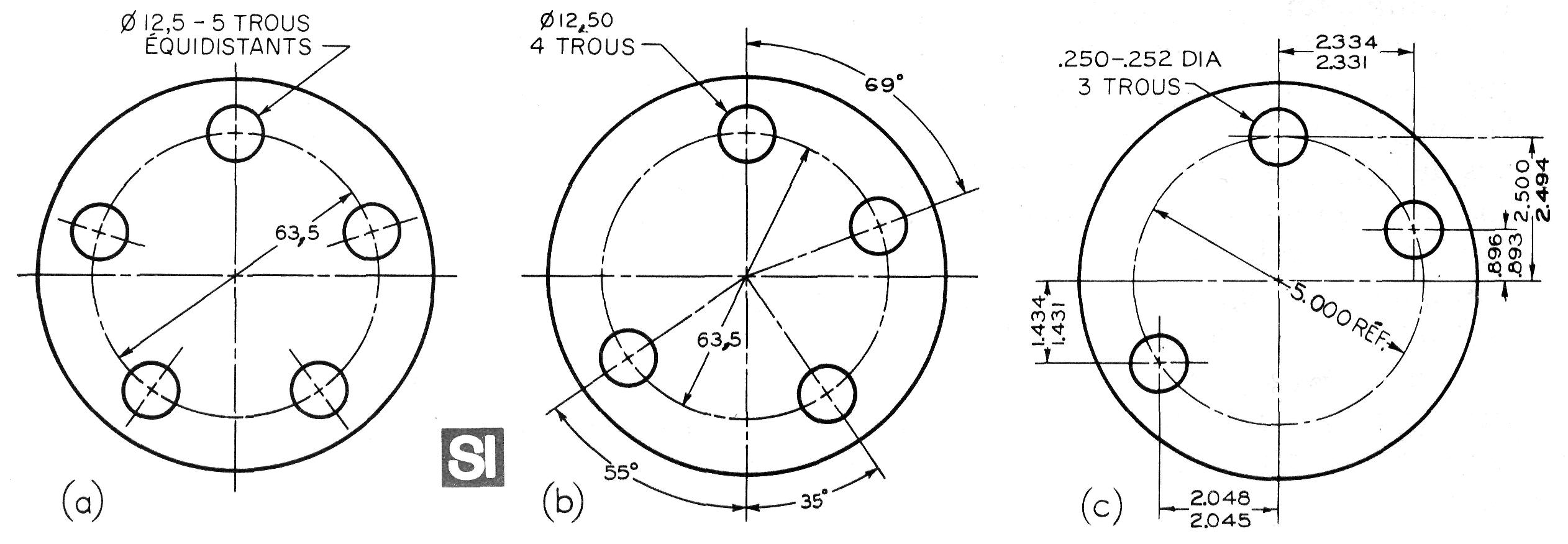
Figure 11.34
Localisation des trous répartis sur un cercle
Si les trous sont répartis inégalement, on cote leurs positions en donnant le diamètre du cercle de trous et les angles mesurés à partir d'une seule des lignes d'axe (figure 11.34.b).
Quand une plus grande précision est requise, on utilise plutôt des coordonnées (figure 11.34.c).
Dans ce cas, la cote du diamètre doit comporter l'indication RÉF qui signifie que cette dimension est une cote de référence. Une cote de référence est fournie à titre d'information seulement et elle n'est pas nécessaire à la fabrication de la pièce. (Voir aussi la figure 11.35.C.)
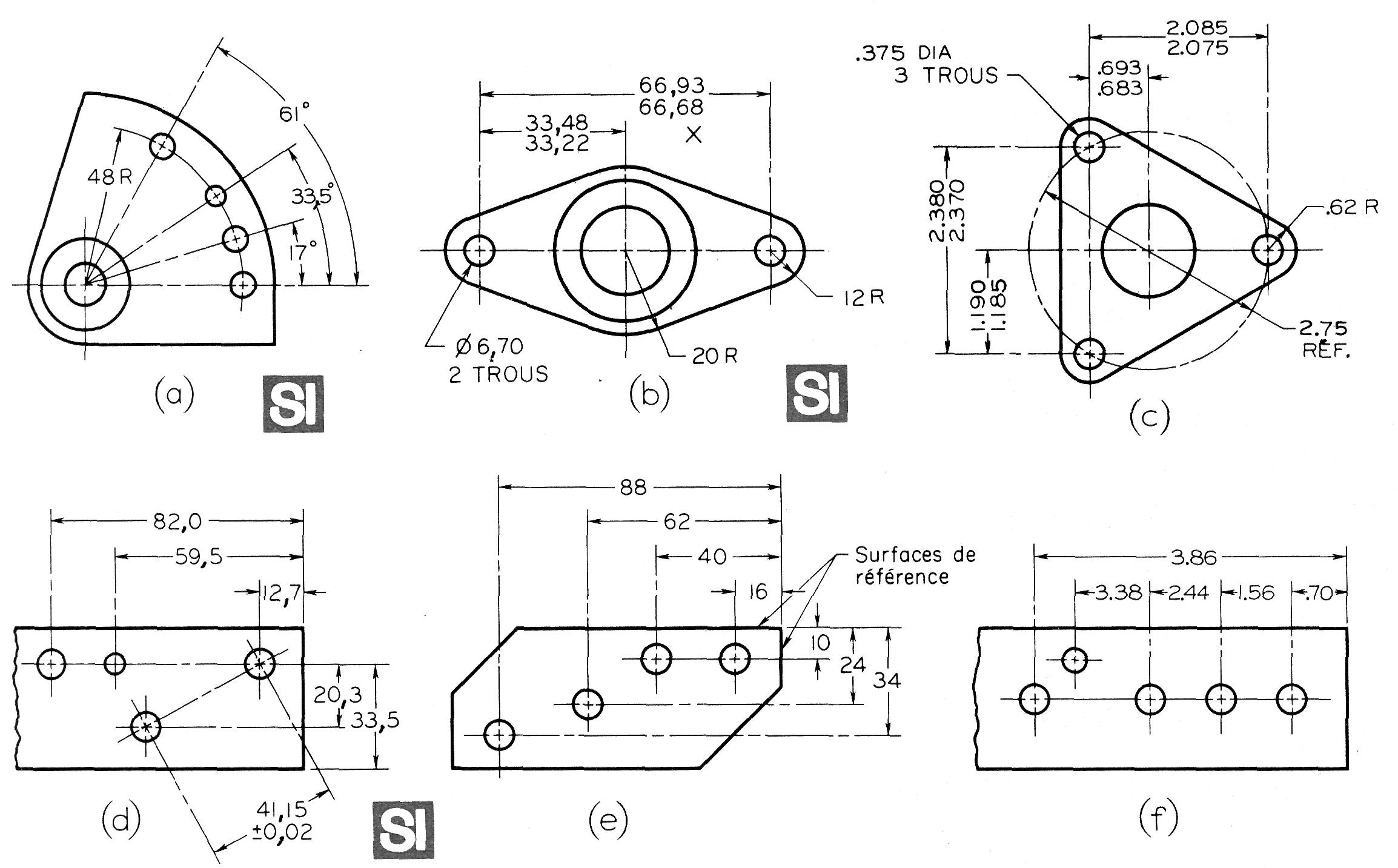
Figure 11.35
Localisation des trous
On cote la position de plusieurs trous distribués sur un arc de cercle (figure 11.35.b) en donnant le rayon de l'arc et les angles mesurés à partir d'une ligne de référence.
A la figure 11.35.b, trois trous sont disposés sur la même ligne d'axe. Une cote définit la position du petit trou à gauche et l'autre donne la distance entre les petits trous. Cette méthode est utilisée lorsque (et c'est souvent le cas) la distance entre les petits trous est importante.
Si la relation entre le trou du centre et chacun des deux autres petits trous est importante, on doit coter la distance X et ajouter l'abréviation RÉF à la distance totale.
La figure 11.35.C illustre un autre exemple de cotation par les coordonnées des trous répartis sur un cercle.
Un trou peut être localisé aussi par d'autres sortes de mesures linéaires. Par exemple, à la figure 11.35.d, les distances 20,3 mm et 41,15 mm sont fournies parce que la relation fonctionnelle des deux trous l'exige.
Les trous représentés à la figure 11.35.e sont localisés à partir de deux surfaces de référence mutuellement perpendiculaires. Par cette méthode de cotation, on peut mieux contrôler la succession des mesures et des opérations d'usinage, tout en évitant l'accumulation des tolérances.
Les surfaces de référence doivent être plus précises que toute autre dimension mesurée à partir d'elles. De plus, ces surfaces doivent être accessibles au cours de la fabrication et choisies de manière à faciliter l'utilisation des outils et des dispositifs de fixation, s'il y a lieu.
Ainsi, il s'avère peut-être nécessaire de spécifier la précision de la surface de référence à l'aide de sa planéité ou de sa rectitude, etc. (Voir la section Ajustement dans Tolérances et Ajustements)
Au lieu de localiser une série de trous par une cotation en parallèle telle que celle à la figure 11.35.e, on peut, pour gagner de l'espace ou par souci de simplification, remplacer cette cotation par une cotation à cotes superposées (figure 11.35.f) où tous les chiffres de cotes indiquent des valeurs cumulatives à partir d'une origine commune.
Remarquez que, à part la première, toutes les lignes de cote comportent une
seule flèche et que la dernière cote est complète et séparée des autres.

![]()