Figure 11.52
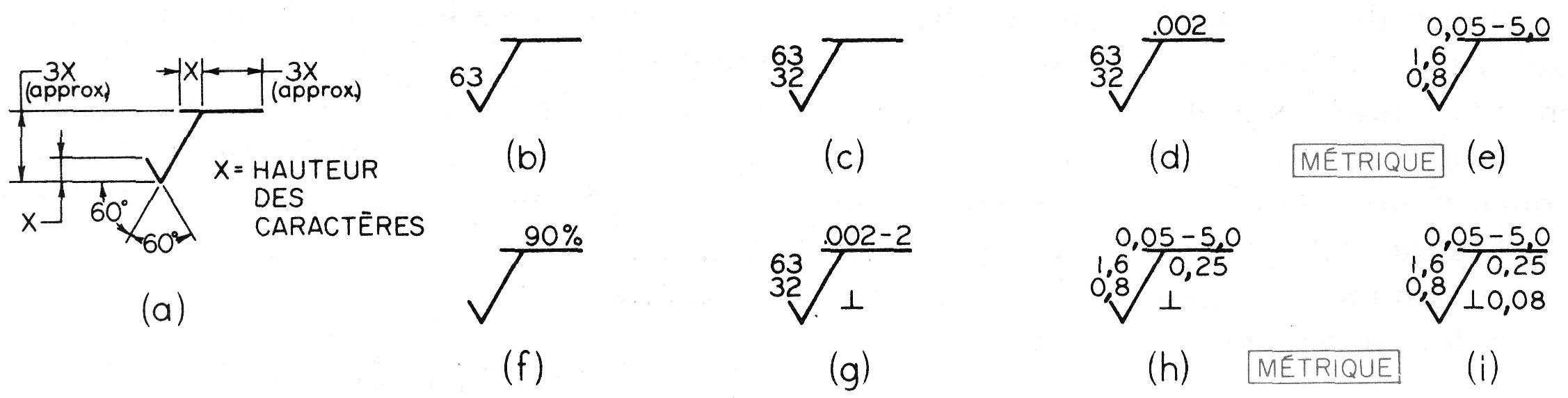
Symboles des états de surface
États de surface
La construction des automobiles, des avions ou d'autres machines modernes demande des pièces pouvant supporter des charges plus lourdes et des vitesses élevées avec le moins de frottement et d'usure possible.
Ceci exige, de la part du concepteur, un meilleur contrôle des caractéristiques de l'état de leurs surfaces. Le simple signe de façonnage (section Signes de façonnage) n'est plus satisfaisant pour spécifier les surfaces de ces pièces.
L'ACNOR4 et l'ANSI5 recommandent un système de symboles qui définit trois caractéristiques de l'état de surface: la rugosité, l'ondulation et l'orientation de façonnage.
La rugosité de la surface (ou erreur microgéométrique) est causée par les petites irrégularités de celle-ci.
Ces irrégularités, qui font que la surface est plus ou moins polie, sont surtout dues aux arrachements de métal provoqués par l'outil de coupe.
L'ondulation de la surface (ou erreur macrogéométrique) est caractérisée par une ligne ondulée passant par la majorité des saillies. Cette ondulation, erreur de forme de la surface, est surtout due aux imperfections existant dans le guidage des organes mobiles des machines-outils. L'orientation de façonnage indique la direction des stries et des fentes causées par l'outil de coupe.
La qualité d'une surface est étroitement liée à la fonction qu'elle doit remplir et il est essentiel de spécifier convenablement le degré voulu. En règle générale, la meilleure surface est la plus rugueuse qui remplit sa fonction de façon satisfaisante, car toute recherche d'une qualité supérieure entraîne une augmentation injustifiée du prix de revient.
Lorsque la qualité de la surface n'est pas critique, on spécifie la rugosité simplement par le signe de façonnage (section Signes de façonnage).
Cette méthode est qualitative, car à chacun des signes ne correspond pas une mesure. Elle convient dans les cas courants puisque la pratique industrielle a établi une correspondance entre les qualités des surfaces et les signes qui les symbolisent.
Dans les cas où il est nécessaire de spécifier quantitativement un ou plusieurs des paramètres définissant l'état de surface, on utilise le signe d'état de surface (figure 11.52.a) dont la forme est voisine du signe de façonnage.
Figure 11.52
Symboles des états de surface
A ce signe, on ajoute, suivant le cas, soit un nombre exprimant la rugosité (indice de rugosité) mesurée selon un critère bien défini (figure 11.52.b),
soit deux nombres exprimant le maximum et le minimum de rugosité permise (figure 11.52.c),
soit un nombre décrivant l'amplitude d'ondulation, écart macrogéométrique (figure 11.52.d),
soit la largeur maximale de l'ondulation, pas macrogéométrique (figure 11.52.e).
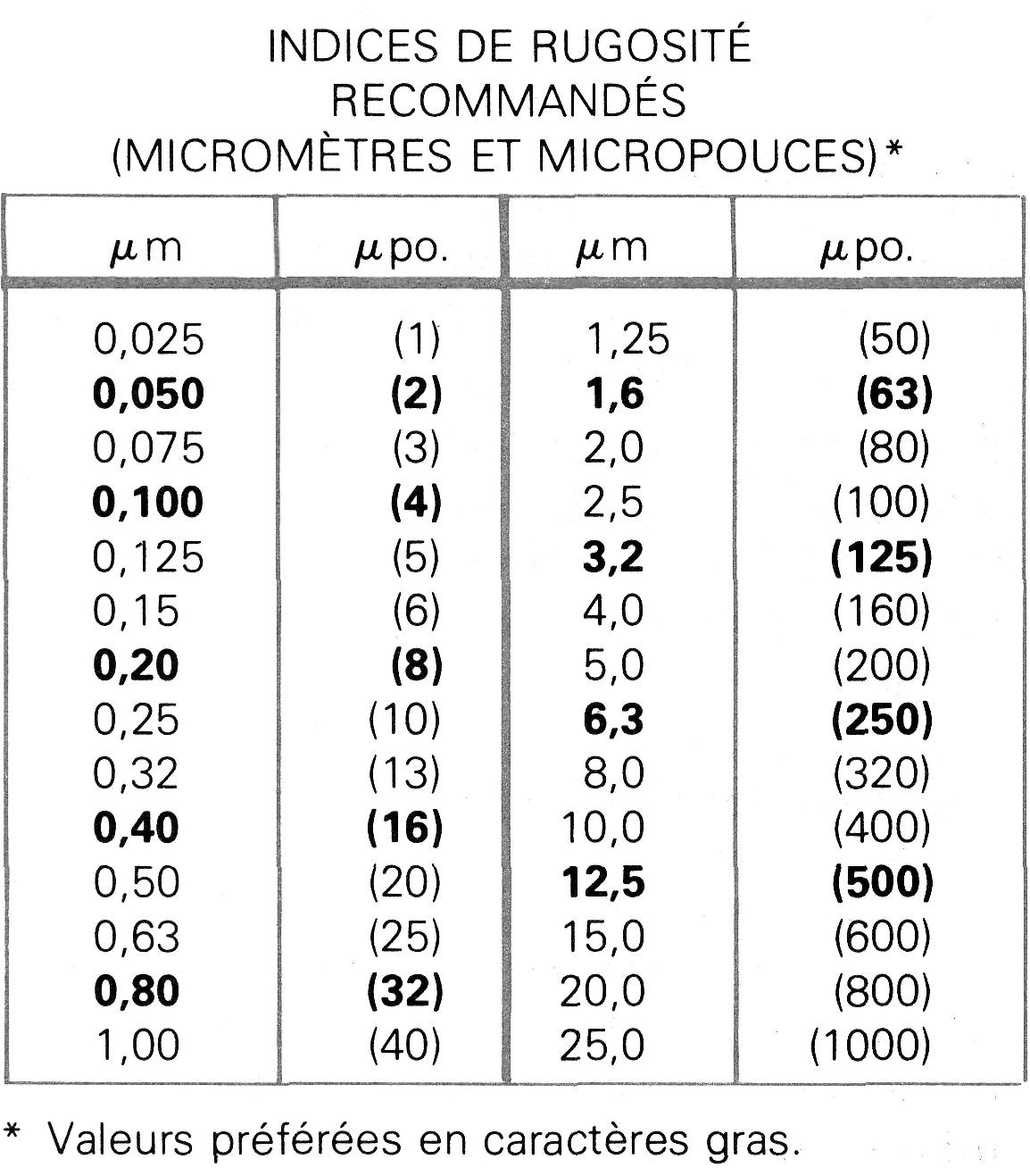
L'indice de rugosité est la moyenne arithmétique des écarts par rapport à la ligne moyenne.
Plus l'indice de rugosité est élevé, plus rugueuse est la surface. Cet indice est mesuré aisément à l'aide des profilographes, ou d'autres instruments électriques, et est exprimé en micromètres (1 μm = 0,000 001m) ou en micropouce (1 μpo. = .000 001 po.).
Les valeurs recommandées pour l'indice de rugosité sont les suivantes:
Les significations des différents paramètres caractéristiques de l'état de surface sont illustrées à la figure 11.54.a.
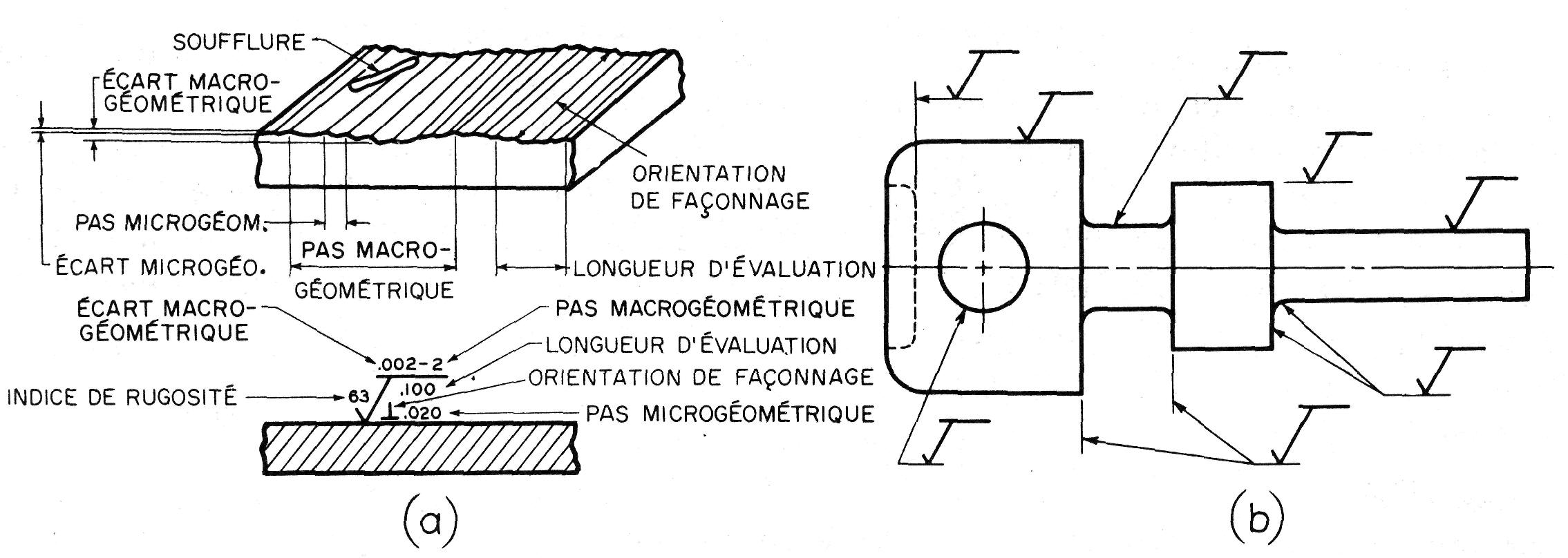
Figure 11.54
Caractéristiques d'une surface et applications des symboles
Sur le signe d'état de surface, on n'inscrit que les paramètres strictement nécessaires à la fonction prévue de la surface.
L'écart macrogéométrique est donné en millimètres ou en pouces et il représente la hauteur maximale de pic à vallée de la surface rugueuse.
Les valeurs recommandées sont les suivantes:
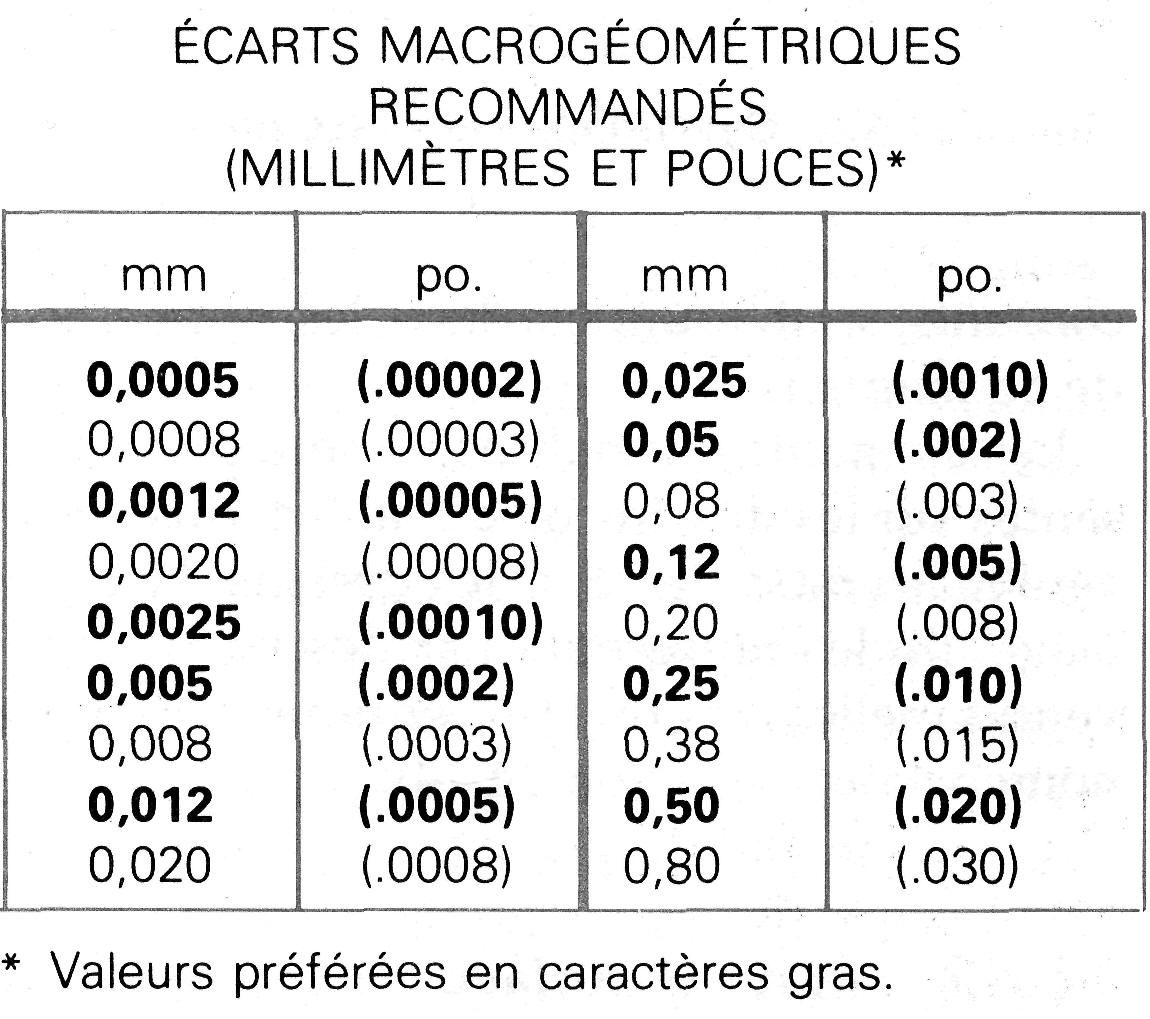
Le pas macrogéométrique est donné en millimètres ou en pouces et il représente la largeur maximale entre deux vallées ou deux pics consécutifs. Il est inscrit à droite de l'écart macrogéométrique (figure 11.52.e). Dans cette figure, sa valeur est de 5 mm.
L'aire de contact minimale requise entre une surface et une pièce conjuguée ou une surface de référence peut être spécifiée par un pourcentage, tel que celui indiqué à la figure 11.52.f.
L'orientation de l'usinage est spécifié par un symbole inscrit sous la barre horizontale du signe d'état de surface (figure 11.53. g à 11.53-i). On indique rarement cette orientation à cause de son peu d'importance.
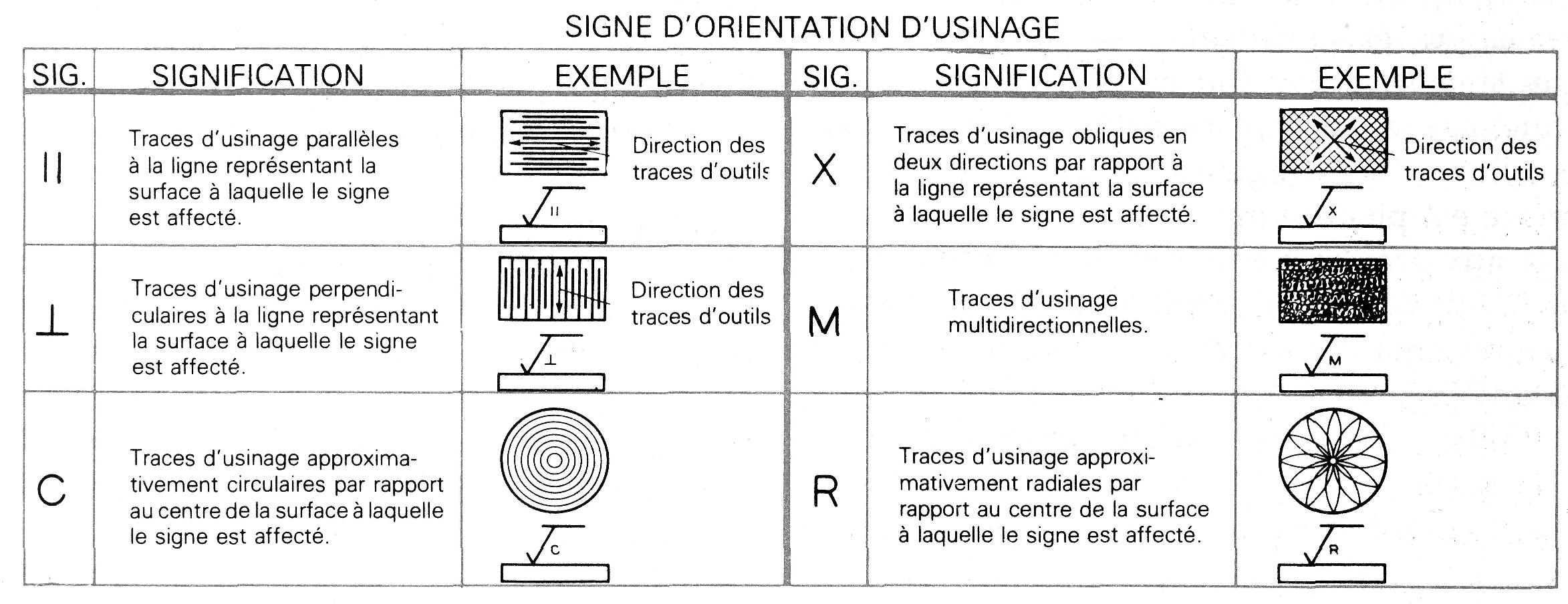
Figure 11.53
Symbole d'orientation de façonnage.
(ANSI B46.1-1962, R1971)
La longueur d'évaluation est l'intervalle à l'intérieur duquel l'indice de rugosité est calculé. Elle est inscrite, si nécessaire, sous la barre horizontale (figure 11.53.h). Les longueurs normalisées sont:
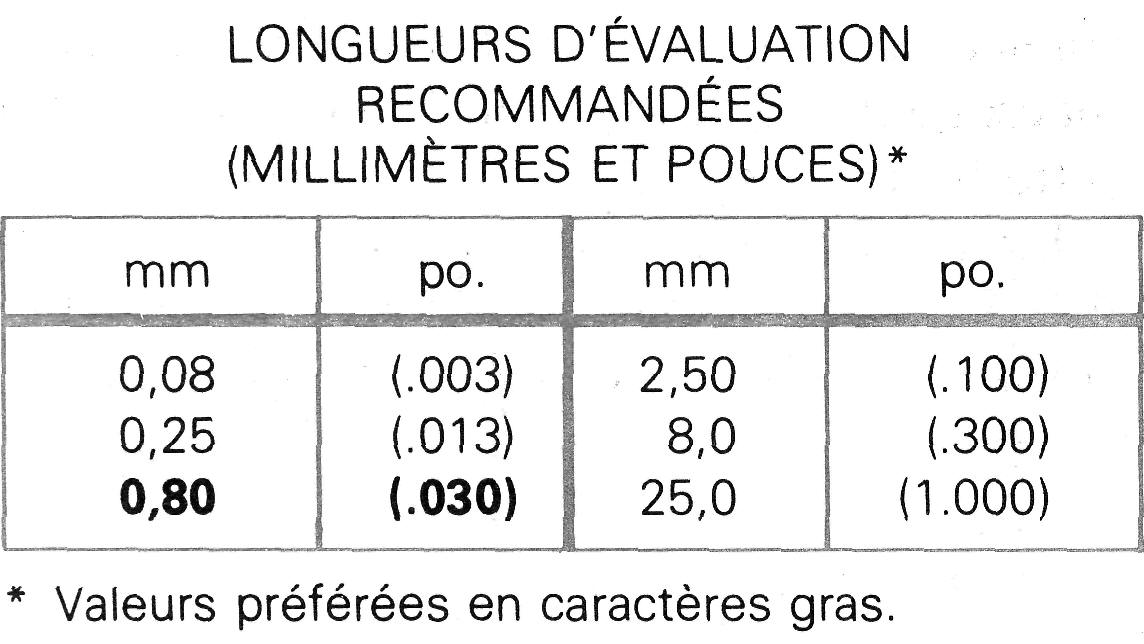
L'absence de l'inscription pour la longueur d'évaluation indique que l'on peut prendre la valeur de 0,8 mm.
Le pas microgéométrique, mesuré en millimètres ou en pouces, est la distance entre une saillie et une strie consécutives. La valeur maximale permise peut être inscrite à droite du symbole d'orientation de l'usinage (figure 11.52.1).
Les signes d'état de surface doivent être toujours inscrits dans la position debout, comme l'illustre la figure 11.54.b.
Chaque procédé de fabrication produit une gamme type d'indices de rugosité tels que ceux illustrés à la figure 11.55. Les indices préférés sont inscrits en haut du diagramme.
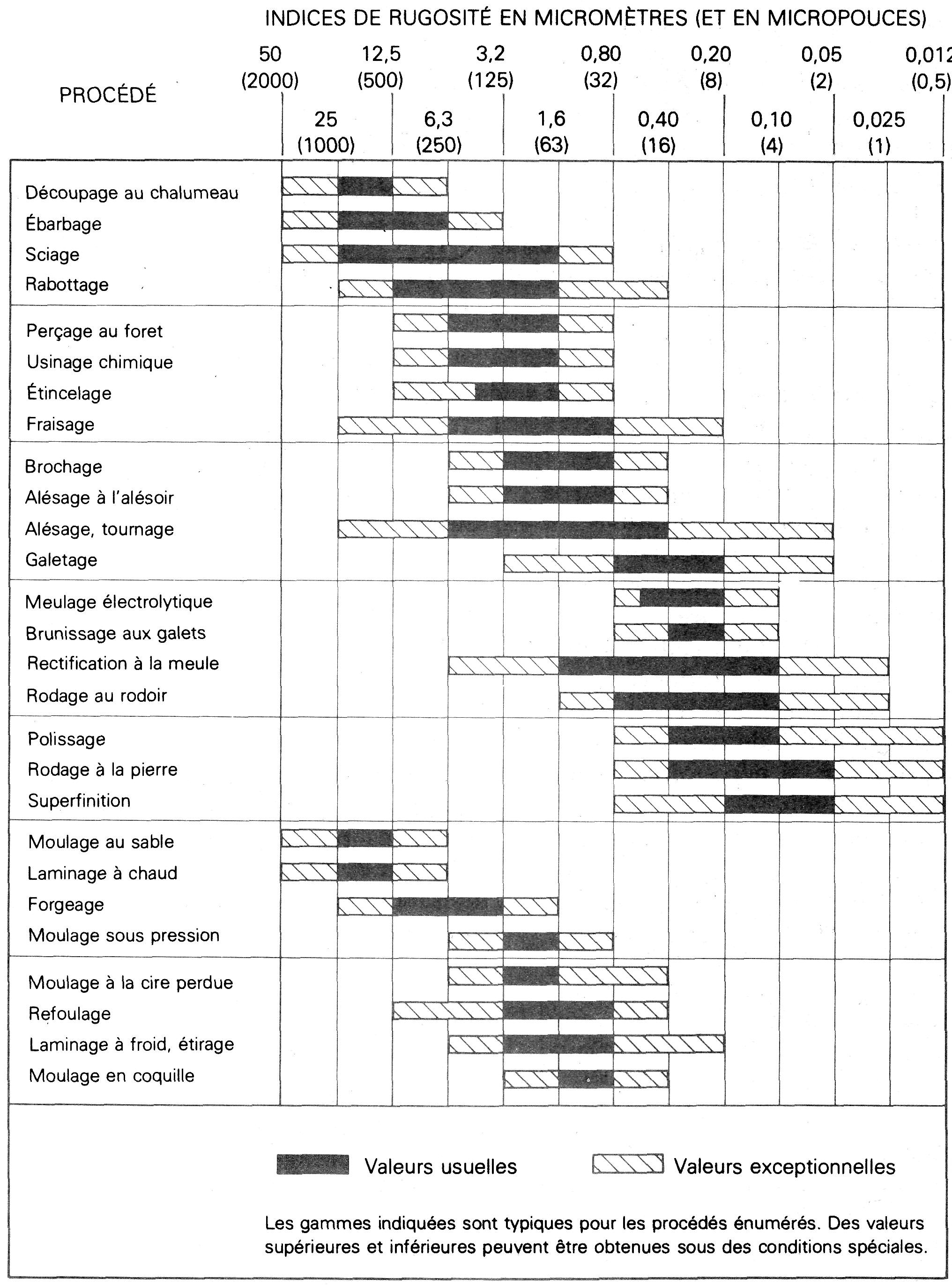
Figure 11.55
Gammes de rugosités obtenues par les procédés courants de production.
(ANSI B46.1-1962, R1971).

![]()