
Traçage des courbes et des plis
L'un des problèmes les plus épineux du traçage des tôles est celui qui consiste à calculer les courbes ainsi que les excédents de tôle nécessaires aux coutures, lisérés et rebords.
La presque totalité des plans relatifs à la tôle comportent des courbes ou cintrages, et à moins de bien posséder la technique des plis arrondis il devient presque impossible de réussir les opérations de traçage.
II importe de savoir avant tout qu'un pli arrondi exige moins de métal qu'un pli à angle droit. Sachant à quelles dimensions couper le matériau avant de le plier, il n'y a pas de reprise possible. C'est ce calcul des excédents ou cotes nécessaires aux cintrages que nous allons maintenant expliquer.
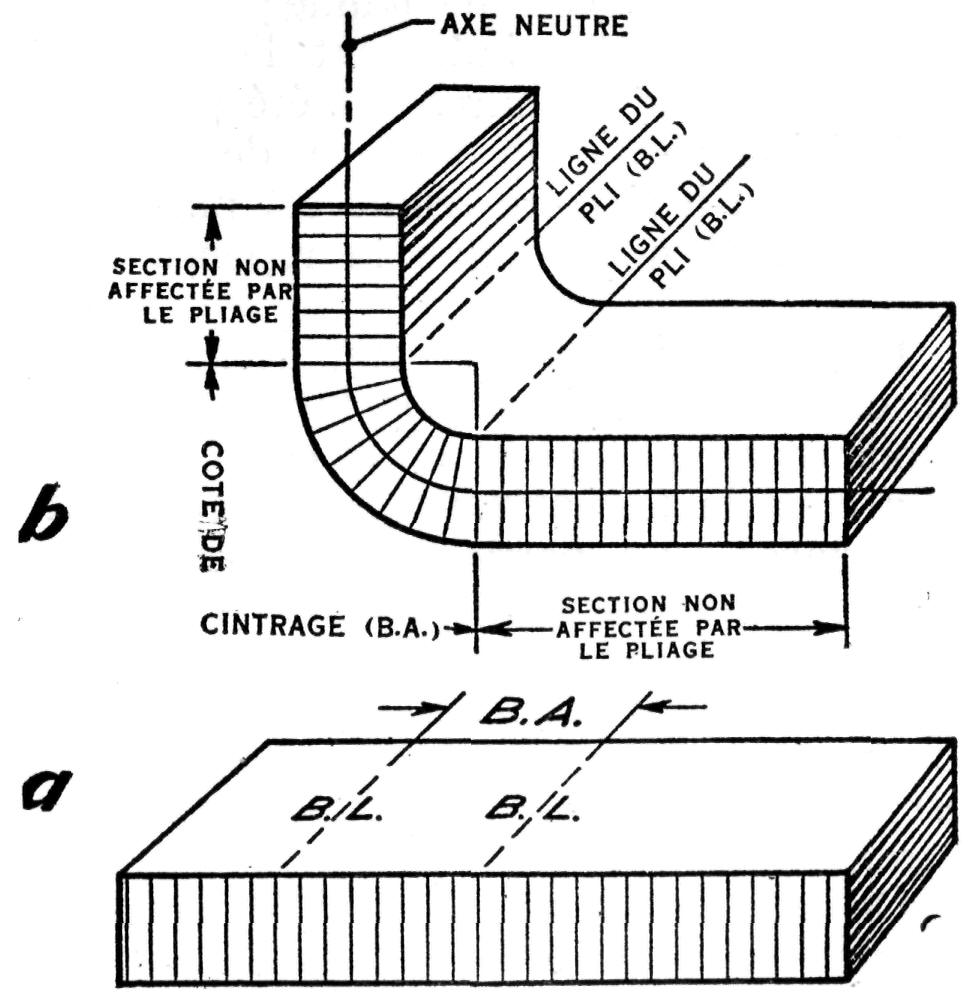
Fig. 225.— Voici ce qui arrive lorsqu'on plie une feuille de métal.
Voyons d'abord ce qui se produit lorsqu'une feuille de métal est cintrée ou pliée. Un coup d'œil sur la fig. 225 vous aidera à mieux comprendre les explications qui vont suivre. Le croquis A nous fait voir une feuille plutôt épaisse. Deux lignes tiretées indiquent l'endroit d'un pli à faire et des hachures ont été placées perpendiculairement à la surface de la feuille. Qu'arrivera-t-il si cette feuille est pliée à 90°? Le croquis B nous donne la réponse à cette question.
Les lignes indiquant l'emplacement du pli sont encore là, mais les hachures permettent de constater qu'au point où la courbe a eu lieu il y a eu à la fois étirage et rétrécissement des surfaces. La partie externe de la feuille est plus longue qu'avant, tandis que sa partie interne est plus courte. Vous avez dû observer en outre, en examinant le croquis B, que les hachures convergent toutes vers un point qui n'est autre que le rayon d'un arc dont le centre se trouve à l'intérieur même du pli.
On se rend compte que si le métal a été étiré d'un côté et rétréci de l'autre, il doit se trouver quelque part à mi-chemin un point neutre, c'est-à-dire qui n'a subi aucune de ces influences. Ce point, en effet, se trouve le long des hachures de la partie cintrée où passe la ligne médiane appelée axe neutre. Si l'on veut bien prendre des mesures, on se rendra compte qu'aux points où cette ligne coupe les hachures de la partie cintrée, la distance entre chacune est exactement la même qu'entre les hachures de ce qui n'a pas été plié. Cet axe neutre se trouve exactement au centre de la feuille, c'est-à-dire à mi-chemin entre ses surfaces externe et interne.
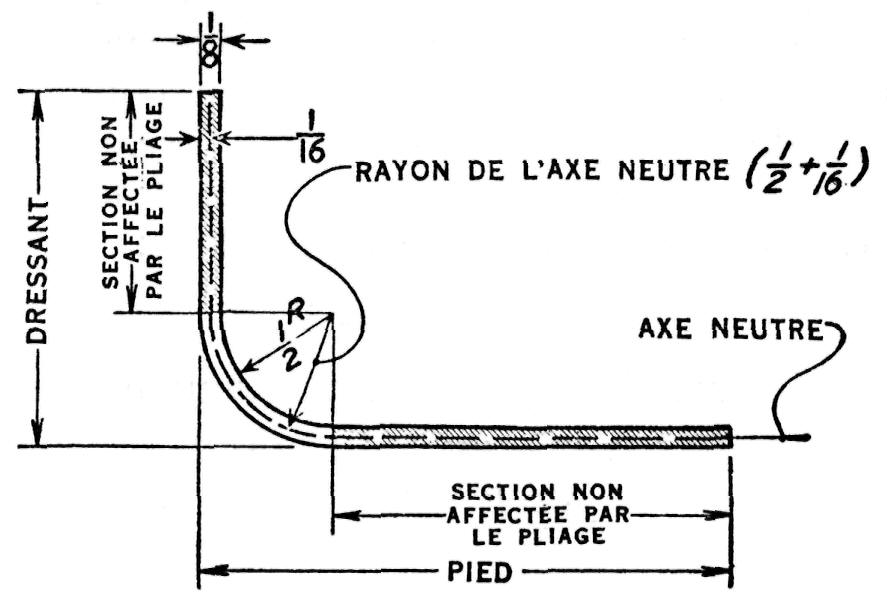
Fig. 226.— Éléments nécessaires au calcul des cotes de cintrage.
Aux points où passe cet axe neutre, la longueur du métal n'a pas varié; il s'ensuit qu'il représente la longueur vraie du matériau soumis aux opérations de cintrage.
Connaissant ces principes essentiels, venons-en maintenant à un exemple qui démontrera comment se calculent les excédents et retraits nécessaires à la formation des plis, et que l'on peut appeler cote de cintrage (bend allowance ou B.A.).
Prenons le cas que pose la fig. 226. Il s'agit d'une tôle ayant 1/8" d'épaisseur et que l'on pliera à un angle de 90°. Vous savez déjà que la longueur exacte de la tôle restera telle qu'elle à mi-chemin entre les deux surfaces, c'est-à-dire le long de l'axe neutre. Il importe donc en premier lieu de connaître le rayon de cet axe. Vous y arriverez en additionnant le rayon interne de la tôle avec la moitié de l'épaisseur de ladite tôle:
1/2 + 1/16 = 9/16,
soit le rayon de l'axe neutre
L'angle, avons-nous dit, doit être de 90°, soit le quart du cercle ou 90/360. En trouvant la circonférence d'un cercle ayant 9/16" de rayon, puis en divisant par 4, vous trouverez votre cote de cintrage.
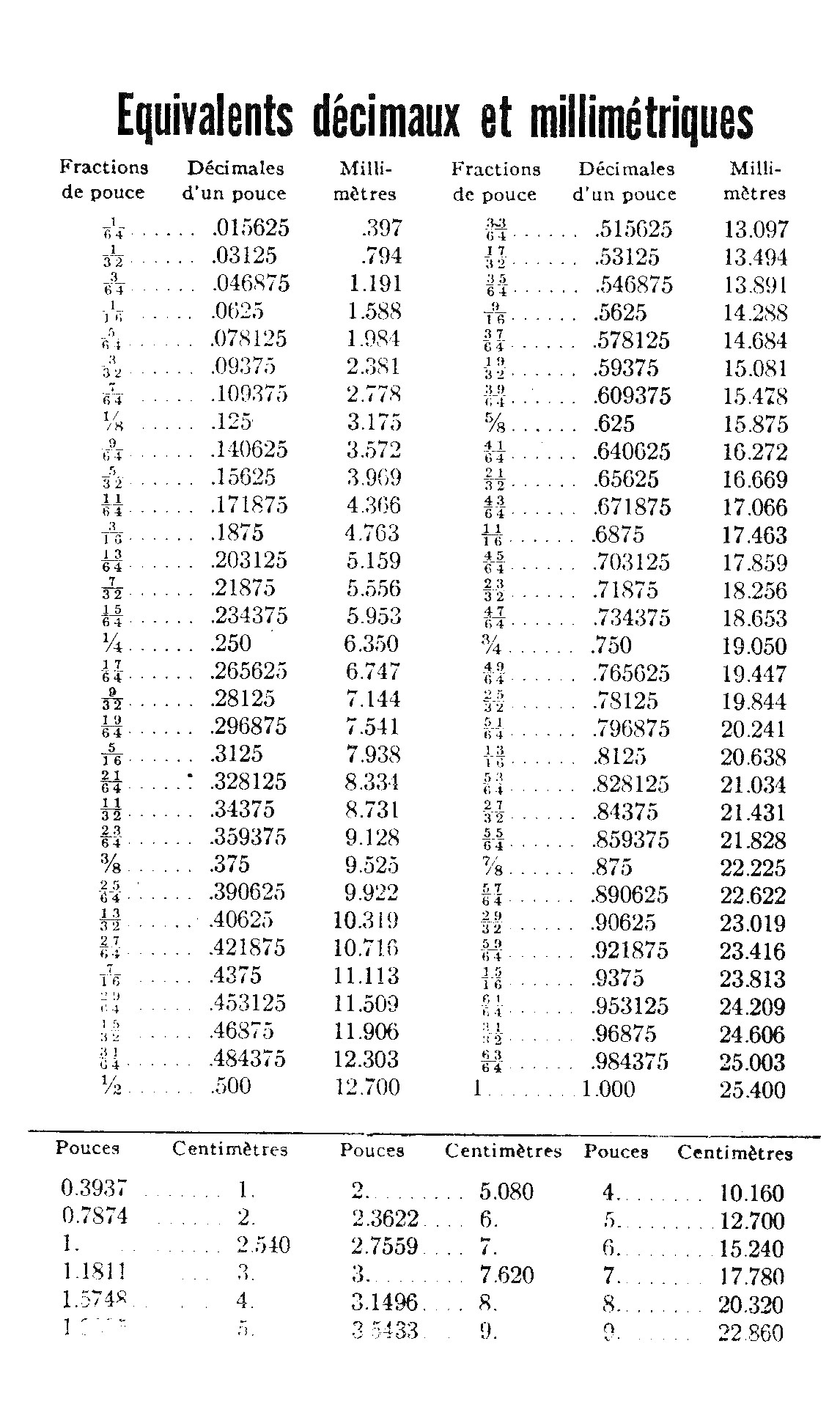
Pour mieux effectuer ces calculs, il est préférable de procéder à l'aide des fractions décimales. Le tableau I, en page 314, nous indique 0.5625 comme équivalent décimal de 9/16. L'équation se posera donc comme suit:
C = 2 π R
= 2 x 3.1416 x 0.5625
= 3.5343
C/4 = 3.5343/4 = 0.88332
La cote de cintrage = 0.88332 ou 57/64
Vous avez observé, en examinant la fig. 226, que le rayon s'y trouve indiqué, de même que l'épaisseur de la tôle.
Tout n'est pas fini encore. Il vous faut maintenant déterminer la longueur des parties non pliées. Vous y arriverez en soustrayant l'épaisseur de la tôle et le rayon interne du pli de chacune de ces parties, soit du dressant (flange) et du pied (leg) :
3 — (1/2 + 1/8) = 2 3/8 = partie non cintrée du dressant
2 — (1/2 + 1/8) = 1 3/8 = partie non pliée du pied.
En additionnant la longueur des parties non pliées avec la cote de cintrage, on obtient:
2 3/8 + 1 3/8 + 57/64 = 4 41/64
C'est à cette longueur exacte qu'il faudra mesurer votre tôle pour en effectuer le découpage.
Une fois que vous avez la solution de ce problème, comparez le total que vous donne l'addition du dressant et du pied avec la longueur de métal que vous allez couper. L'addition vous donne 5" et vous allez couper votre feuille
à 4 41/64
Ce qui démontre clairement qu'un pli arrondi exige moins de métal.
Vous venez de trouver le cote de cintrage d'une tôle pliée à angle droit (90°) — mais comment allez-vous trouver celle d'un angle à 36° par exemple ?
Prenons pour acquis que vous avez une feuille de mêmes épaisseur, rayon, pied et dressant que celle décrite par la fig. 226, mais qu'au lieu d'un angle de 90° vous en voulez un de 36°.
Utilisant la même méthode que tout à l'heure, vous aurez:
C = 2 π R
= 2 x 3.1416 x 0.5625
= 3.5343
36/360 = 1/10
C/10 = 3.5343/10 = 0.35343
La cote de cintrage = 0.35343ou 23/64.
En ajoutant cette cote aux parties non pliées de la feuille/vous obtenez:
2 3/8 + 1 3/8 + 2 3/63 = 4 7/64
Les tables de cotes
La méthode du calcul direct pour trouver les cotes de cintrage, que vous venez d'apprendre, est facile à comprendre et à calculer; elle est suffisamment précise pour la plupart des travaux qui n'exigent pas des tolérances très poussés. Mais elle ne donne que des résultats approximatifs du fait que le métal ne se rétrécit pas et ne s'étire pas uniformément. C'est pourquoi on a établi des tables de cotes spéciales.
Ces tables ont été compilées d'après une formule empirique — c'est-à-dire une formule obtenue par tâtonnements grâce à la pratique et dont les résultats se sont avérés fiables. Ces tables tiennent compte du fait que le métal ne s'allonge pas dans la même proportion qu'il est comprimé dans un pli arrondi.
Pour tirer tout le bénéfice possible d'une table de ce genre, il faut tenir compte de l'épaisseur du métal (E) et du rayon (R), chacun apparaissant dans leur colonne respective (fig. 227).

Fig. 227.— Table donnant les cotes de cintrage de la tôle par degré de
courbure.
Le facteur qui correspond à ces deux données est la cote de cintrage pour un degré. Vous n'avez ensuite qu'à multiplier ce facteur par le nombre de degrés que comporte le pli.
Pour trouver la cote de cintrage du problème que pose la fig. 226, vous consultez simplement la table ci-contre. Le rayon d'une feuille épaisse de 1/8" (0.125") correspond approximativement à une valeur de 0.128" dans cette table. Le facteur en est donc de 0.00971 pour le rayon interne de 1/2.
La cote de cintrage dans un pli à 90° de cette tôle sera donc:
90 x 0.00971 = 0.8739 ou 56/64"
Ce résultat est inférieur de 1/64" à la réponse obtenue au moyen du calcul direct.
N'oubliez pas d'ajouter à la cote ainsi trouvée la somme des parties non pliées. Pour fins de contrôle, voyons ce que va nous donner la table pour un angle de 36°:
36 x 0.00971 = 0.33156 ou 22/64" —
ce qui, encore, est 1/64" de moins qu'à l'aide du calcul direct.

Fig. 228.— Fractions ordinaires et leur équivalent
en fractions décimales.

![]()